
Технология производства шурупов и саморезов
Что такое шуруп? Шуруп (от немецкого Schraube) — это винт, который вворачивается в какой-либо мягкий материал (например, дерево), самостоятельно образуя в нём резьбу. Способность ввертывания в мягкие материалы шуруп получает за счет резьбы, покрывающей его стержень. Резьба шурупа отличается от резьбы винтов и болтов, которые вворачиваются в металл. Она выше и имеет больший шаг нарезки. Резьбовой участок шурупа конической формы, сужающийся к концу. Резьба может быть нарезана по всей длине или по части шурупа.
Размеры шурупов разнообразны и зависят от того, для чего они предназначены. Так, например, есть совсем небольшой по размеру шуруп, который в простонародье называют «клопом», имеет длину 8 мм, а диаметр 4 мм, и часто служит в качестве крепления шильдиков к готовым изделиям. А для крепления железнодорожных рельс к шпалам используется так называемый путевой шуруп, который имеет длину 170 мм, а диаметр — 24 мм. Также шурупы имеют различные формы головок, которые определяются условиями монтажа, внешнему виду изделия и требованиями к монтируемой конструкции.
Формы головок представлены на рис. 1.
Виды головок и шлицов шурупов
Потайная. Полностью утапливается в материале закрепляемого элемента, а поверхность материала остается ровной. Потайная двойная. Усиленный вид потайной головки. Выдерживает большие нагрузки при монтаже в твердые материалы (даже при ударном методе).
Потайная усеченная. Позволяет более эффективно прижимать закрепляемый элемент к материалу основания благодаря увеличению длины резьбы крепежного элемента, а также образования на головке упорной нижней площадки, перпендикулярной действию нагрузки на вырыв.
Потайная типа «рожок». Эффективно прижимает гипсокартон к материалу основания. Специальная выгнутая форма головки в виде рожка оптимально воспринимает нагрузку на вырыв. Полукруглая головка. Эффективно удерживает закрепляемый элемент благодаря широкой несущей поверхности.
Полукруглая головка с пресс-шайбой. Имеет увеличенную несущую поверхность и уменьшенную высоту головки. Этот вид головки благодаря расширенной несущей поверхности отлично подходит для закрепления листовых материалов.
Узкая цилиндрическая головка. Минимальная несущая поверхность головки. При монтаже полностью утапливается в закрепляемом элементе. Используется в крепежных элементах, которые фиксируются в материале основания и в закрепляемом элементе с помощью резьбы, выполняющей основную функцию закрепления.
Трапециевидная головка. Увеличенная несущая поверхность головки. На внутренней стороне располагаются стопорные насечки.
Шестигранная головка. Одна из самых старых видов головок крепежных элементов. Стандартизирована под соответствующие размеры ключей. Для монтажа с помощью электроинструмента используются специальные шестигранные насадки.
Шестигранная головка с пресс-шайбой. Функции те же, что и у простой шестигранной головки, но несущая поверхность больше. Для монтажа шурупов с помощью инструментов, например, отвертки или шестигранника, в головке шурупа формируют шлицы.
Шлицы могут быть:
- Прямые
- Крестообразные
- Комбинированные
- В виде шестиконечной звезды
- Шестигранники
- Внутренние шестигранники
Традиционный материал, используемый для изготовления шурупов это сталь СТ 08 КП или СТ 10 КП.
Как изготавливаются шурупы?
Первый этап — формирование болванки (основы) под шуруп. На этом этапе головку шурупа, его наконечник и длину формируют на автомате подобному гвоздильному. Используемая проволока определяет диаметр будущего шурупа.
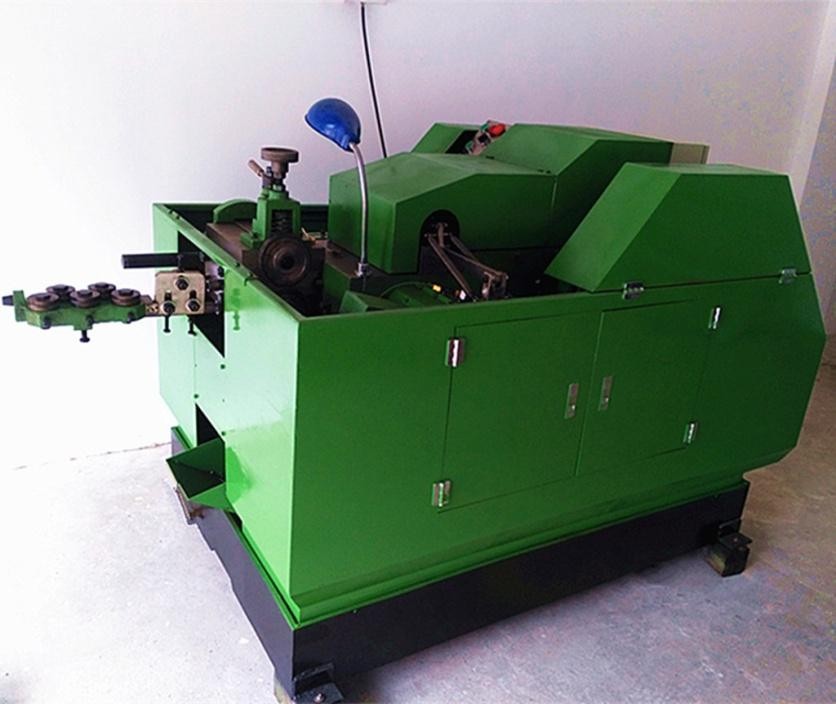
Второй этап изготовления шурупа — это нарезание резьбы на его стержне. Нарезание резьбы происходит на специальных автоматах. Болванки шурупов засыпаются в бункер, из которого с помощью вибрационного транспортера и анкерного механизма они поштучно поступают в зону нарезки резьбы. При этом болванки строго ориентированы по отношению к рабочим элементам — плоским плашкам, которые перемещаются навстречу и параллельно друг другу, а также перпендикулярно оси шурупа, плотно прижимаясь к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупа (в России в соответствии с метрическими размерами, в других странах иногда используют плашки для нарезания дюймовой резьбы).
Болванки шурупов засыпаются в бункер, из которого с помощью вибрационного транспортера и анкерного механизма они поштучно поступают в зону нарезки резьбы. При этом болванки строго ориентированы по отношению к рабочим элементам — плоским плашкам, которые перемещаются навстречу и параллельно друг другу, а также перпендикулярно оси шурупа, плотно прижимаясь к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупа (в России в соответствии с метрическими размерами, в других странах иногда используют плашки для нарезания дюймовой резьбы).
Благодаря такой схеме изготавливаются шурупы до диаметра 10-12 мм. Шурупы больших диаметров, как правило, изготавливаются методом горячей штамповки. Например, — путевой шуруп (диаметр — 24 мм, длина — 170 мм).
Технология изготовления саморезов.
Саморез способен нарезать резьбу не только в мягких материалах, таких как дерево или пластик, но и в металле или бетоне, за что вполне справедливо получил свое название. Это достигается за счет того, что его поверхность подвергают термической обработке (закалке). Также для оптимального вворачивания в скрепляемые конструкции, окончание самореза часто выполнено в виде сверла, которое при вворачивании просверливает отверстие необходимого диаметра.
Это достигается за счет того, что его поверхность подвергают термической обработке (закалке). Также для оптимального вворачивания в скрепляемые конструкции, окончание самореза часто выполнено в виде сверла, которое при вворачивании просверливает отверстие необходимого диаметра.
1.Формирование сверла происходит на первом этапе изготовления, то есть в процессе формирования болванки.
2.На втором этапе формируется резьба самореза, так же как и на шурупе.
3.Следующий шаг — поверхностная закалка готового самореза. Этот этап очень важен, так как требуются не только высокие и стабильные характеристики стали, из которой изготавливается саморез, но также стабильные и точные приемы для ее закалки.
В России из-за отсутствия сырья со стабильными характеристиками, не всегда удается производить качественные саморезы, даже при наличии первоклассного оборудования и технологий. Закалка саморезов производится до твердости не менее 55 ед. по HRC (по Роквэллу).
4.Заключительный этап производства саморезов — защита от коррозии.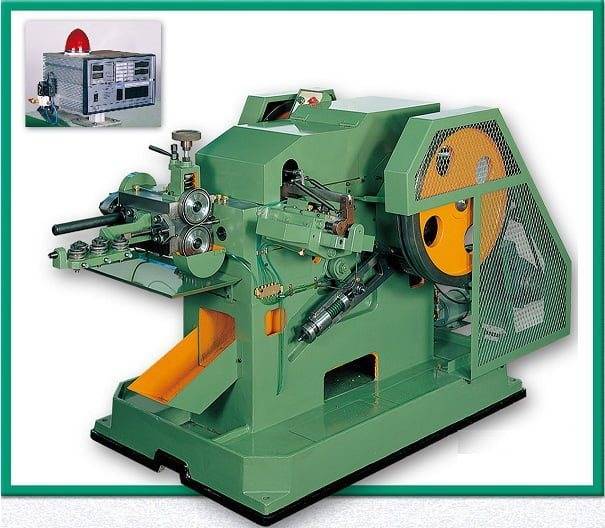
Самые распространенные способы:
- Фосфатирование;
- Оксидирование;
- Гальваническое цинкование желтым или белым цинком.
В Белорецке запустят производство саморезов за ₽11 млн
В Белорецке запустят производство саморезов за ₽11 млн- Главная
- О канале
- Видеоархив
- Спецпроекты
- Сотрудничество
- Галерея
- Мероприятия
- Вакансии
- Контакты
Валюты
| ЦБ. USD (08.07) | 91,69 | -0,88 |
| ЦБ. EUR (08.07) | 99,82 | -0,90 |
| ЦБ. GBP (08.07) | 116,41 | -1,30 |
| ЦБ. JPY (08.07) | 63,63 | -0,50 |
| ЦБ. TRY (08.07) | 35,17 | -0,34 |
РБК. Событие. Инвестиции сегодня
За ₽400 млн купят 11 новых станций контроля за загрязнениями воздуха
Новости компаний.
Почему я смотрю РБК. Павел Астахов
09 Июля 2023
USB ЦБ 91,69
EUR ЦБ 99,82
Главная / Видеоархив / Тема дня
Другие видео из этого раздела
В РБ по субсидируемому найму трудоустроили 1,6 тыс. человек
За первые 6 месяцев 2023 г. гарантийный фонд РБ предоставил поручительств на ₽1,5 млрд
Транспортная развязка вблизи поселка Зинино готова на 70%
В РБ представили инвесторам новую площадку для размещения промышленного производства
 на реализацию инвестпроекта
на реализацию инвестпроектаВторой этап благоустройства парка «Нефтехимиков» выполнит тюменская компания «Реалист» за ₽305,08 млн
← Возврат к списку
© 2017-2023 ООО «РБК-Уфа»
Все права на любые материалы, опубликованные на сайте, защищены в соответствии с российским и международным законодательством об интеллектуальной собственности. Лицензия на осуществление телевизионного вещания серия ТВ №26853 от 02.07.2015. Выдано федеральной службой по надзору в сфере связи, информационных технологий и массовых коммуникаций. Доменное имя: rbctv-ufa.ru. При любом использовании материалов ссылка на сайт rbctv-ufa.ru обязательна
Редакция телеканала: +7 (347) 291–27–02, +7 (347) 291–22–09 [email protected]
Реклама на телеканале: +7 (347) 246-46-97, [email protected]
Дизайн сайта: ledokol.studio
 youtube.com/embed/vqXTewHAVkI?version=3&enablejsapi=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vqXTewHAVkI?version=3&enablejsapi=1″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Саморезы и саморезы: ультраструктурное исследование
Сохранить цитату в файл
Формат: Резюме (текст)PubMedPMIDAbstract (текст)CSV
Добавить в коллекции
- Создать новую коллекцию
- Добавить в существующую коллекцию
Имя должно содержать менее 100 символов
Не удалось загрузить вашу коллекцию из-за ошибки
Повторите попытку
Добавить в мою библиографию
- Моя библиография
Не удалось загрузить делегатов из-за ошибки
Повторите попытку
Ваш сохраненный поиск
Название сохраненного поиска:
Условия поиска:
Тестовые условия поиска
Электронная почта: (изменить)
Который день? Первое воскресеньеПервый понедельникПервый вторникПервая средаПервый четвергПервая пятницаПервая субботаПервый деньПервый рабочий день
Который день? ВоскресеньеПонедельникВторникСредаЧетвергПятницаСуббота
Формат отчета: РезюмеРезюме (текст)АбстрактАбстракт (текст)PubMed
Отправить максимум:
1 шт. 5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
5 шт. 10 шт. 20 шт. 50 шт. 100 шт. 200 шт.
Отправить, даже если нет новых результатов
Необязательный текст в электронном письме:
Создайте файл для внешнего программного обеспечения для управления цитированием
Полнотекстовые ссылки
Вольтерс КлюверПолнотекстовые ссылки
Сравнительное исследование
. 2010 март; 21 (2): 513-5. doi: 10.1097/SCS.0b013e3181d023bd.Юлиана Гонсалвеш Гельцер 1 , Рафаэль Линар Авелар, Рожерио Белле де Оливейра, Роберто Хаблер, Роджер Лейнс Сильвейра, Розилен Андреа Мачадо
Принадлежности
принадлежность
- 1 Кафедра челюстно-лицевой хирургии, Университет Пернамбуку, Ресифи, Бразилия.
 [email protected]
[email protected]

- PMID: 20216445
- DOI: 10.1097/SCS.0b013e3181d023bd
Сравнительное исследование
Juliana Gonçalves Goelzer et al. J Craniofac Surg. 2010 9 марта0005 . 2010 март; 21 (2): 513-5.
doi: 10.1097/SCS.0b013e3181d023bd.Авторы
Юлиана Гонсалвеш Гельзер 1 , Рафаэль Линар Авелар, Рожерио Белле де Оливейра, Роберто Хаблер, Роджер Лейнс Сильвейра, Розилен Андреа Мачадо
принадлежность
- 1 Кафедра челюстно-лицевой хирургии, Университет Пернамбуку, Ресифи, Бразилия. [email protected]

- PMID: 20216445
- DOI: 10.1097/SCS.0b013e3181d023bd
Абстрактный
Цель: Цель настоящего исследования состояла в том, чтобы сравнить самосверлящие и самонарезающие винты с точки зрения контакта с костью и образования костных обломков с помощью сканирующей электронной микроскопии.
Материалы и методы: Были использованы три черепа новозеландских кроликов. В наружную поверхность черепа вводили самонарезающие и самосверлящие винты с промыванием физиологическим раствором и без него. Все винты имели длину 5 мм и вставлялись до тех пор, пока их кончики не выступали через эндостальную сторону. Было использовано шестнадцать винтов: 8 с диаметром головки 1,5 мм и 8 с диаметром 2,0 мм. Все саморезы вставлялись через отверстие сверла (1,6 мм для 2,0-мм шурупов и 1,3 мм для 1,5-мм шурупов).
Было использовано шестнадцать винтов: 8 с диаметром головки 1,5 мм и 8 с диаметром 2,0 мм. Все саморезы вставлялись через отверстие сверла (1,6 мм для 2,0-мм шурупов и 1,3 мм для 1,5-мм шурупов).
Полученные результаты: Винты после установки не пострадали. Повреждение кости произошло, когда ирригация не использовалась во время установки саморезов. Костные обломки образуются при установке саморезов, что считается полезным.
Выводы: Поскольку введение самонарезающих винтов выполняется с ручным давлением, ирригация не является обязательной. В отличие от сверления, которое происходит с помощью самонарезающего винта, костный мусор, образующийся с помощью самонарезающего винта, является не результатом выделяемого тепла, а результатом биологически активной костной ткани, способной вступать в реакцию с винтом и улучшать его работу. Используемая животная модель оказалась очень подходящей для сравнения с человеческими существами, поскольку костные структуры головы имеют одинаковую плотность и толщину.
Похожие статьи
- Анализ поверхности кости/металла винтов без сверления и самонарезающих винтов.
Хайдеманн В., Терхейден Х., Герлах К.Л. Хайдеманн В. и соавт. J Краниомаксиллофак Хирург. 2001 апр; 29 (2): 69-74. J Краниомаксиллофак Хирург. 2001. PMID: 11465436
- Экспериментальная оценка удерживающей способности/жесткости костных саморезов в нормальном и остеопорозном костном материале.
Баттула С., Шенфельд А., Врабец Г., Ньюс Г.О. Баттула С. и др. Clin Biomech (Бристоль, Эйвон). 2006 июнь; 21 (5): 533-7. doi: 10.1016/j.clinbiomech.2005.12.020. Epub 2006 28 февраля. Clin Biomech (Бристоль, Эйвон). 2006. PMID: 16500737
- Влияние техники введения на силу отрыва транспедикулярных винтов: экспериментальное исследование.
Chatzistergos PE, Sapkas G, Kourkoulis SK. Chatzistergos PE и др. Позвоночник (Фила Па 1976). 20 апреля 2010 г .; 35 (9): E332-7. doi: 10.1097/BRS.0b013e3181ba0b0c. Позвоночник (Фила Па, 1976). 2010. PMID: 20150834
- Возможность термического повреждения гематоэнцефалического барьера во время краниотомии: последствия для интракортикальных регистрирующих микроэлектродов.
Shoffstall AJ, Paiz JE, Miller DM, Rial GM, Willis MT, Menendez DM, Hostler SR, Capadona JR. Шоффстолл А.Дж. и соавт. Дж. Нейронная инженерия. 2018 июнь;15(3):034001. дои: 10.1088/1741-2552/аа9ф32. Epub 2017 5 декабря. Дж. Нейронная инженерия. 2018. PMID: 29205169 Бесплатная статья ЧВК. Обзор.
- Обзор термического некроза: настоящее и будущее.
Медиуни М.
, Куклик Т., Понсет С., Мадиуни Р., Абуаомар А., Мадри Х., Куккиарини М., Чопко Б., Воан Н., Арора М., Гёккуш К., Лозоя Лара М., Пайва Седеньо Л., Волосников А., Хесмати М., Хо К.
Медиуни М. и соавт.
Curr Med Res Opin. 201935 сентября (9): 1555-1562. дои: 10.1080/03007995.2019.1603671. Эпаб 2019 10 мая.
Curr Med Res Opin. 2019.
PMID: 30943796
Обзор.

 , Куклик Т., Понсет С., Мадиуни Р., Абуаомар А., Мадри Х., Куккиарини М., Чопко Б., Воан Н., Арора М., Гёккуш К., Лозоя Лара М., Пайва Седеньо Л., Волосников А., Хесмати М., Хо К.
Медиуни М. и соавт.
Curr Med Res Opin. 201935 сентября (9): 1555-1562. дои: 10.1080/03007995.2019.1603671. Эпаб 2019 10 мая.
Curr Med Res Opin. 2019.
PMID: 30943796
Обзор.
, Куклик Т., Понсет С., Мадиуни Р., Абуаомар А., Мадри Х., Куккиарини М., Чопко Б., Воан Н., Арора М., Гёккуш К., Лозоя Лара М., Пайва Седеньо Л., Волосников А., Хесмати М., Хо К.
Медиуни М. и соавт.
Curr Med Res Opin. 201935 сентября (9): 1555-1562. дои: 10.1080/03007995.2019.1603671. Эпаб 2019 10 мая.
Curr Med Res Opin. 2019.
PMID: 30943796
Обзор.Посмотреть все похожие статьи
Цитируется
- Самосверлящие винты в сравнении с саморезами: трехмерный анализ методом конечных элементов.
Кумар В.К., Прасад К., Сансгири Т., Ранганатх К., Швета В., Аль-Хутеджа К. Кумар В.К. и соавт. Реконструкция черепно-челюстной травмы. 2021 март;14(1):4-10. дои: 10.1177/1943387520904212. Epub 2020, 12 апреля. Реконструкция черепно-челюстной травмы. 2021. PMID: 33613829 Бесплатная статья ЧВК.
- Разработка модели количественного доклинического скрининга остеоинтеграции имплантата в хвостовом позвонке крысы.
Фаркашди С., Паммер Д., Рац Р., Хричо-Копердак Г., Сабо Б.Т., Добо-Надь К., Кереми Б., Блажсек Дж., Куизиньер Ф., Ву Г., Варга Г. Фаркасди С. и др. Clin Oral Investig. 201923 июля (7): 2959-2973. doi: 10.1007/s00784-018-2661-1. Epub 2018 29 октября. Clin Oral Investig. 2019. PMID: 30374828 Бесплатная статья ЧВК.
- Мини-обзор о влиянии мини-имплантатов на современную ортодонтическую науку.
Носухян С., Рисманчян М., Сабзиан Р., Шадмер Э., Бадриан Х., Давуди А. Носухян С. и соавт. J Int Здоровье полости рта. 2015;7(Приложение 1):83-7. J Int Здоровье полости рта. 2015. PMID: 26225113 Бесплатная статья ЧВК.
Обзор.

 Обзор.
Обзор.Типы публикаций
термины MeSH
- 9 0199
вещества
Полнотекстовые ссылки Вольтерс КлюверУкажите
Формат: ААД АПА МДА НЛМ
Отправить по номеруСаморезы по металлу — Руководство по покупке и использованию
В. Какие типы головок доступны для стальных саморезов?
A. Саморезы охватывают весь спектр типов головок. Чаще всего встречаются шестигранные головки, которые имеют плоскую или зазубренную верхнюю поверхность, шесть плоских сторон и плоскую опорную поверхность, предназначенную для более грубой установки. А также утопленные или блинчатые стили, которые укладываются заподлицо с подложкой. Головка с шестигранной шайбой имеет шесть плоских сторон, образующих одно целое с плоской шайбой, которая выступает за стороны и обеспечивает плоскую опорную поверхность. SFS предлагает крышку из цинкового сплава или ZAC с шестигранной шайбой, которая никогда не покроется красной ржавчиной.
А также утопленные или блинчатые стили, которые укладываются заподлицо с подложкой. Головка с шестигранной шайбой имеет шесть плоских сторон, образующих одно целое с плоской шайбой, которая выступает за стороны и обеспечивает плоскую опорную поверхность. SFS предлагает крышку из цинкового сплава или ZAC с шестигранной шайбой, которая никогда не покроется красной ржавчиной.
В. Чем отличаются саморезы от «обычных» шурупов?
A. Саморезы создают собственную резьбу в основании, в отличие от крепежных винтов, которые требуют нарезания резьбы на основании перед установкой.
В. В чем разница между резьбонарезными и резьбонарезными винтами?
Самонарезающие саморезы смещают материал подложки вокруг резьбы, поскольку они не удаляют материал. Эти резьбонарезные винты обычно предназначены для применения в материалах, где допустимы или желательны большие внутренние напряжения для повышения сопротивления ослаблению. Саморезы для нарезания резьбы удаляют материал подложки, образуя резьбу во время закручивания. Эти винты для нарезания резьбы, как правило, предназначены для подложек, где внутренние напряжения, создаваемые винтами для нарезания резьбы, нежелательны.
Эти винты для нарезания резьбы, как правило, предназначены для подложек, где внутренние напряжения, создаваемые винтами для нарезания резьбы, нежелательны.
В. Насколько прочны саморезы?
А. Саморезы имеют разные прочностные характеристики в зависимости от материала, диаметра и профилей резьбы. Данные о производительности для каждого продукта можно найти в технических паспортах.
В. Какие сверла лучше всего подходят для саморезов?
A. В наших отделах качества и проектирования компания SFS использует как сетевые, так и аккумуляторные дрели Dewalt. Однако можно использовать любую дрель, способную удерживать сверло.
В. Каков рекомендуемый размер направляющего отверстия для саморезов?
A. Размер направляющего отверстия определяет эффективность установки и прочность на отрыв. Размер отверстия под саморезы зависит от толщины скрепляемых материалов. Размер сверла для каждого крепежа и различной толщины подложки можно найти в технических описаниях продуктов.
В. Какой диаметр самореза лучше?
A. Саморезы диаметром ¼” рекомендуются для начального монтажа кровли и облицовки, а саморезы №17 большего диаметра используются для ремонта зачистки.
В. Можно ли снять саморезы?
A. Да, саморезы можно выкрутить. Пожалуйста, проконсультируйтесь с SFS для получения рекомендаций по подходящим сменным крепежным элементам.
В. Можно ли использовать саморезы для стали и других металлов?
A. Да, саморезы можно использовать со сталью без колебаний. Тем не менее, мы советуем проконсультироваться со специалистами SFS, прежде чем использовать его с алюминием и другими металлами.
В. Можно ли использовать саморезы по дереву?
A. Да, наши шурупы №14 с фрезерованной головкой типа A и ¼ 14 ZAC типа AB можно использовать для деревянных и металлических оснований.
В. Можно ли использовать саморезы в бетоне?
A.