
Оборудование для производства саморезов: станки, линии для изготовления
Саморезы требуются профессиональным строителям и каждому, кто делает ремонт своими силами. Без этих крепежных деталей невозможно изготовить мебель, отремонтировать полочку, установить стеллажи в гараже или на даче. В общем, саморезы нужны всем, поэтому бизнес-проект начать их выпуск – весьма перспективное направление.
Саморез – крепежное изделие, стержень с головкой и резьбой, конец всегда острый.
Разновидности саморезов
Оказывается, для каждого вида материала и операции подходят саморезы только определенного качества, и таких видов немало, зависящих:
- от материала, к которому нужно закрепить конструкции: универсальные, по бетону, металлу, дереву и т. п.;
- от комплектации: с пресс-шайбой, с пластмассовым дюбелем;
- от материала, из которого изготовлены: из латуни, нержавеющей стали, углеродистой стали с защитным покрытием;
- от формы головки: шестигранной, полусферической, потайной, воронкообразной;
- от шага резьбы: средний, частый, редкий, ассиметричный;
- от размеров – диаметра и длины.

.jpg)
Ассортимент этого крепежа настолько многообразен, что перечислить все виды – задача непростая.
Все мы любим сладкое мороженное, а ведь это еще и способ заработать. Узнайте больше о технологии производства мороженного и изготовление сладкого десерта станет вашим любимым делом!
А узнать какое сырье используется для производства незамерзающей жидкости вы можете на этой странице.
Сырье для производства саморезов
Чаще всего при изготовлении этого крепежа применяют нержавеющую сталь, высокоуглеродистую сталь или латунь.
Выбрав оборудование, нужно учесть его возможности и технологические особенности, касающиеся вида сырья. Так как приобретение любых видов стали не является проблемой, предприниматель может выбрать себе поставщика металлопроката, руководствуясь соображениями цены сырья, условий доставки и др.
Металлопрокат, являющийся сырьем для саморезов, может поставляться в виде отдельных стержней или проволоки, в зависимости от диаметра.
Особенности технологии
Последовательность процессов при производстве саморезов такая:
- формирование заготовок – нарубка стержней заданной длины, придание головке нужной формы;
- по транспортеру из специального накопителя заготовок поступление к станку, выполняющему нарезку резьбы заданных параметров;
- закалка крепежных деталей в специальной печи;
- нанесение защитного слоя на поверхность саморезов.
Процесс изготовления крепежа не трудоемок, занимает немного рабочего времени, особенно, если выбрано качественное оборудование.
Выбор оборудования для изготовления саморезов
Исходя из размера начального капитала и наличия налаженного сбыта крепежа, предприниматель может приобрести оборудование недорогое, с выпуском в 50 шт. саморезов в минуту, или требующее более внушительных средств, но зато с высокой производительностью, примерно в 250 шт. и более в минуту.
Оборудование для производства саморезов должно быть качественным, ведь для нарезки резьбы определенных параметров нужна высокая точность. При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
При ее несоблюдении может быть не выдержан шаг резьбы или длина нарезки, любое отступление от нормативов, малейшая неточность потребуют отнесения таких саморезов к браку. Продукция лучшего качества быстрее найдет своих покупателей.
Станки для производства саморезов потребуются следующие:
- холодной высадки — выполняет нарезку проволочных стержней, формирует шляпку и заостряет конец, после чего направляет по желобу далее;
- для нарезки резьбы — оборудован специальными удерживающими устройствами, фиксирующими положение стержня в момент нарезки, что дает возможность соблюсти требуемые параметры резьбы;
- печь для закалки – в ней выдерживаются готовые изделия при температуре 800-900 °С, с последующим охлаждением, что обеспечивает нужную величину твердости;
- гальваника – линия, обеспечивающая строгое соблюдение временных рамок при обезжиривании, мытье, оцинковании саморезов;
- сушилка (центрифуга или специальный шкаф) — для сушки изделий горячим воздухом.
Какое бы качественное оборудование для изготовления саморезов не было использовано, контролировать качество перед расфасовкой или упаковкой готовой продукции следует обязательно.
Для обслуживания станков требуется штат специально обученных рабочих, большой расход электроэнергии, что не позволяет снизить цену на изделия. Сэкономить средства и повысить производительность можно, установив линию по производству саморезов. При использовании линии снижается процент брака, а для ее обслуживания требуется наличие 1-2 человек. Высокопродуктивная технологическая линия обеспечит окупаемость начальных затрат в более короткие сроки.
В наше время почти каждый второй мечтает сделать дома красивый ремонт и приобретя оборудование для производства натяжных потолков, вы станете обладателем очень прибыльного бизнеса.
Посмотреть видео о производстве сливочного масла вы можете здесь.
Перейдя по ссылке http://buisiness-oborudovanie.com/dlya-pishheproma/oborudovanie-dlya-proizvodstva-shokolada/, вы можете узнать какие линии по производству шоколада существуют.
О ведущих производителях оборудования
Основным поставщиком отдельных станков и линий является Тайвань, продукция фирм «FOB» и «LianTeng» предлагает разную комплектацию оборудования с варьированной производительностью, от чего зависит его стоимость. Станки и линии от тайваньских поставщиков имеют доступную цену при лучшем качестве.
Китай представлен в этом секторе фирмами «FET», Innor Machinery, станки которых имеют средние показатели производительности. Качества тайваньских компаний фирмы Китая пока не достигли, зато цена практически на одном уровне.
Оборудование России и Украины в этом секторе пока не достигло уровня Тайваня, хотя приобрести его возможно.
Бизнес по производству саморезов имеет смысл начать с приобретения оборудования б/у, заменить которое можно после наработки рынков сбыта и получения прибыли желаемого размера. В любом случае, это направление перспективное.
Смотрите видео о производстве саморезов
 youtube.com/embed/2-S42nFvbtg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/2-S42nFvbtg» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Republished by Blog Post Promoter
Бизнес по производству саморезов | Бизнес в России с нуля!
Саморез – вид крепёжного изделия, позволяющий при соединении разных деталей, нарезать при этом резьбу в одной из них. Очень удобен при работе с деревянными, полимерными и металлическими материалами из-за пропускания промежуточной операции – рассверливания отверстий под соединительный элемент.
Они нашли широчайшее применение в строительном производстве; применяются при изготовлении бытовой техники; используются в машиностроении.
Открыть бизнес по производству саморезов, на сегодняшний день, достаточно выгодно.
Для этого надо пройти несколько этапов:
- ознакомиться с технологией производства саморезов;
- изучить станки и производственные линии;
- составить бизнес-план.
Технология производства саморезов
Технологическая цепочка производства саморезов состоит из нескольких ключевых отрезков:
- Сырьё, как правило, проволока определённого диаметра, поступает на автоматический станок, где формируется промежуточный полуфабрикат: происходит нарезка по требуемой длине; далее, посредством холодновысадочного процесса прессуется шляпка будущего самореза.
- По конвейеру заготовки попадают в станок, где виброзахватами направляются на образование резьбы в следующем станке.
- Почти готовый саморез проходит термообработку с последующей мойкой.
- Следующая стадия – химическая обработка, с целью нанесения антикоррозионных покрытий.
- Последняя обработка – сушка.
- Заканчивается технологическая цепочка контролем качества и упаковкой.

Из описания технологии производства становиться ясно, — для выпуска продукции необходимы несколько различных стадий, соответственно, различные станки и оборудование.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции.
Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
 Самые простые модели ориентированы на выпуск одного вида продукции.
Самые простые модели ориентированы на выпуск одного вида продукции. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг, который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.
К расположению будущего мини-цеха есть ряд требований:
- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Из вышесказанного следует, что оптимальное решение — это будет аренда площади в простаивающих производственных цехах, мастерских.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Потенциальные потребители метизной продукции:
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Основные затраты, разовые и текущие
Для промежуточных расчётов и окончательного составления бизнес-плана в финансовый анализ учитываются следующие расходы:
- стоимость основного и вспомогательного оборудования с учётом доставки, монтажа и подключения;
- аренда помещения за каждый месяц;
- затраты на электро-, водоснабжение за один календарный месяц;
- заработная плата сотрудникам;
- накладные расходы на химические реактивы, смазочные материалы;
- налоговые отчисления;
- ежемесячные затраты на сырьё;
- регистрация во всех фискальных органах для начала деятельности;
- выплата банковских процентов;
- накладные расходы (колеблются в пределах 5…25% от ежемесячных текущих расходов).

Сведя все эти числа к приведённым ежемесячным расходам, можно оценить примерный средневзвешенный объём выпускаемой продукции.
Для таких расчётов необходимо ориентироваться на 25…100 видов номенклатурного ассортимента и отпускную цену, ниже на 10…15% от предполагаемой, — по предварительным договорённостям с клиентами.
Полученные данные – это минимальная рентабельность производства. Она будет расти по мере увеличения сбыта, соответственно – роста производства и снижения себестоимости продукции.
Конкретные числа по затратам не приводятся сознательно – в каждом регионе свои стартовые возможности по организации бизнеса.
При вдумчивом подходе, тщательном анализе рынка, хорошей организации производства срок окупаемости составит, на сегодняшний день, от 1 года до 3 лет.
Оборудование и станки для производства саморезов
Крепёжное изделие, которое при соединении двух разнородных материалов, способно в одном из них нарезать резьбу называется саморезом.
Отсутствие необходимости просверливания отверстия под элемент соединения, обуславливает широкое применение таких крепежей во многих отраслях народного хозяйства (промышленное и гражданское строительство, производство бытовой техники, машиностроение).
Ассортимент продукции
В России производство металлических изделий (метизов) в основном освоено на базе крупных предприятий по металлообработке, но наладить выпуск качественной продукции можно и основываясь на небольшие цеха. Рентабельность таких предприятий напрямую зависит от качества и ассортимента метизов. Выпускаемые крепления могут быть самых разных видов:
- Кровельные.
- Для деревянных изделий.
- Для соединения металлических частей.
- Для гипсового картона.
- Создания сэндвич панелей.
- Крепления и производства оконных профилей.
- Универсального применения.
- С прессованной шайбой.
- Типа «клоп».
Ограничиваться только выпуском одного вида продукции — совершенно непрактично.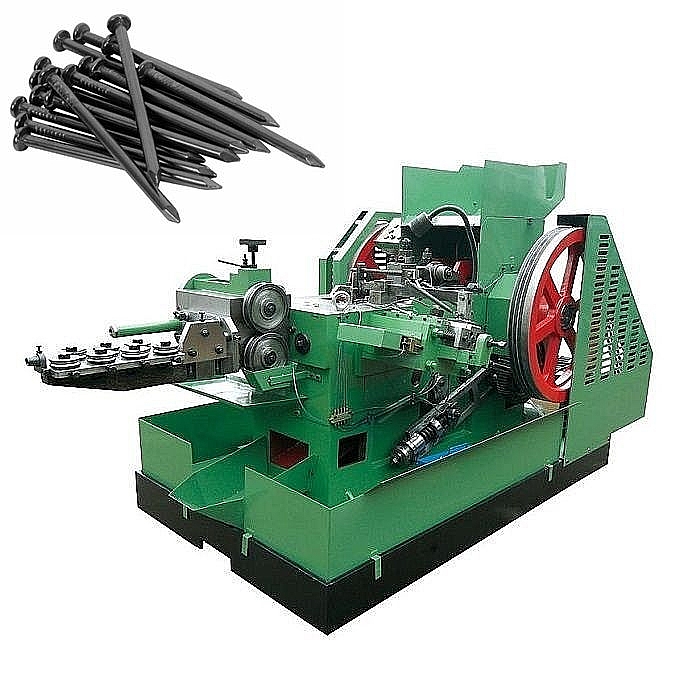 Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Поэтому, чтобы удовлетворить запросы и потребности строительного рынка, желательно освоить производство нескольких видов одновременно, благо, оборудования для производства саморезов выпускается большое количество.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.

Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Станки для изготовления саморезов
Процесс производства саморезов происходит на нескольких станках, различной функциональной направленности. В состав такой небольшой производственной линии входят:- Оборудование холодновысадочное. Условно такое оборудование можно разделить на две группы: с защитным кожухом и полузащитным кожухом. Наиболее простые модели предназначены для выпуска одного вида продукции. Отличаются между собой системой управления, производительностью, автоматизацией работы агрегата, ассортиментом выпускаемых изделий. Более производительные и дорогостоящие станки позволяют расширить ассортимент до возможности изготовления винтов, шурупов и других видов металлических изделий. Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
- Станок — резьбонакатной. Имеет возможность обеспечить изготовление резьбы на изделие, посредством сменной плоской плашки. В зависимости от модели станка, можно варьировать шаг резьбовой нарезки.
- Печь терм закалочная. Применение её необходимо для проведения закаливания поверхности изделия до прочности не менее 55 единиц по шкале Бринелля. В такой печи происходит нагревание заготовки до температуры 1 тыс℃, с последующим отпуском металла, через одну минуту, и охлаждением его в специальной закалочной среде.
- Гальваническая линия. Используется для создания на поверхности защитного антикоррозийного покрытия, которое придаёт способность использования саморезов в различных влажных средах. Покрытие может наноситься процессом фосфатирования, оксидирования и нанесением цинка. Конструктивно такая линия имеет несколько ванн, где происходят электрохимические реакции по нанесению защитного слоя.
- Центрифуга. С помощью такой установки осуществляется сушка горячим воздушным потоком готовых изделий, после проведения операции мойки от остатков химических веществ и гальванических процессов.
 Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.
Некоторые модели способны формировать на носике изделия сверлящий наконечник. Производительность таких станков находится в пределе 250 штук в минуту.Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий. При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда).
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
станок, оборудование и бизнес план
Производство саморезов – это один из вариантов организации собственного бизнеса. Бизнес по производству саморезов принесет хороший доход при условии грамотного подхода к этому вопросу. Саморез – крепежное изделие, которое пользуется особенным покупательским спросом на рынке. Именно поэтому много людей рассматривают производство саморезов в качестве идеи для организации собственного бизнеса.
Составляем бизнес-план
Первоначально необходимо составить бизнес-план производства саморезов, который будет отображать все моменты, касаются организации бизнеса. В нем можно будет рассчитать, какими будут начальные затраты. Важно продумать следующие моменты:
- закупка оборудования;
- выбор помещения для организации цеха;
- закупка сырья, его вид;
- ассортимент выпускаемой продукции;
- вопросы сбыта продукции;
- сотрудники;
- дополнительные нюансы;
- срок окупаемости.
В бизнес-плане производства саморезов с нуля необходимо выполнить расчеты, что позволит узнать сумму, которая потребуется для старта.
Помещение
Один из очень важных организационных вопросов касается выбора помещения, в котором будет организована линия по производству саморезов. Для этого необходимо выбрать помещение, которое будет отвечать запланированному предназначению и соответствующим требованиям. При этом помещение должно иметь соответствующую площадь. Как правило, площадь завода по производству саморезов должна составлять около 600 кв.м.
Оборудование для производства саморезов
Очевидно, что для производства саморезов потребуются специальное оборудование. Важный критерий выбора – это показатель, касающийся скорости производства саморезов. Выбирая станок для производства саморезов, обратите внимание на такие варианты:
- 50 – 60 изделий в минуту при выборе недорогих моделей станков;
- более 250 изделий в минуту при покупке сложного оборудования по высокой цене.
Относительно вопроса стоимости необходимо отметить, что цена на станок для производства саморезов будет около 2 000 долларов (lkx простых моделей). При планировании дальнейшего развития бизнеса по производству саморезов, рекомендуется сразу купить оборудование для производства саморезов высокого качества, отличающееся хорошей производительностью.
Это даст возможность выпускать качественную продукцию в достаточном объеме и широком ассортименте. Хорошее оборудование – это возможность получить продукцию высокого качества, пользующуюся повышенным спросом, что позволит быстро окупить все затраты.
При выборе производителей особенной популярностью пользуется оборудование марки LianTeng, а также FOB. Техника этих компаний хорошо зарекомендовала себя надежностью и долговечностью при эксплуатации. Цена на это оборудование для производства саморезов не завышена. Еще один плюс — незначительные затраты относительно привлечения к работе людей.
Сырье для производства саморезов
Для того чтобы изготавливать саморезы, необходимо использовать специальное сырье. В большинстве случаев речь идет про такие виды сырья:
- латунь;
- высокоуглеродистая сталь;
- нержавеющая сталь.
Поставка сырья может осуществляться в двух вариантах:
- нарезанные соответствующим образом заготовки;
- проволока для производства саморезов в бобинах.
При выборе сырья следует обратить внимание на виды производимой продукции, а также на особенности используемого оборудования.
Поскольку на территории страны работает большое количество заводов, деятельность которых связана с изготовлением металлопроката, найти поставщиков будет несложно. При выборе необходимо ориентироваться на условия сотрудничества – цены, качество сырья и дополнительные моменты.
Производство саморезов
Технология производства саморезов имеет свои особенности. Отметить необходимо основные этапы:
- нарезка материала, выступающего в качестве сырья, с учетом требующейся длины. Также выполняется создание шляпки. Первый этап связан с созданием «болванок»;
- заготовки попадают в бункер. Далее выполняется подача на станок, который предназначается для нарезки резьбы. Это выполняется с помощью вибромашины, по специальной конвейерной ленте;
- изделие попадает в закалочную печь, которая действует автоматически. Затем изделие передается на линию мойки саморезов. Это также автоматическая линия;
- выполняется нанесение на поверхность специального покрытия, которое имеет антикоррозийную защиту.
Сбыт продукции
При организации данного вида бизнеса очень важно продумать вопрос, касающийся сбыта продукции. Первоначально необходимо определиться с ассортиментом выпускаемой продукции. Специфика заключается в ориентации на промышленного покупателя, а не на отдельных потребителей.
В качестве хороших вариантов можно рассматривать следующие идеи:
- специализированные магазины, реализующие эту категорию продукции;
- ремонтные мастерские;
- строительные компании. Идеальный вариант – заключение долгосрочного договора на сотрудничество;
- продажа саморезов в специализированные цеха, которые занимаются изготовлением мебели;
- дополнительные варианты.
Таким образом, производство саморезов – это направление, которое можно рассматривать в качестве способа организации собственного бизнеса. При этом важно грамотно подойти к этому вопросу, что позволит достичь поставленной цели, заключающейся в получении постоянного высокого дохода.
Бизнес на производстве саморезов: Обзор станков и оборудования
Саморез — это крепежное изделие, по внешнему виду схожее с шурупом. Только в отличие от него, саморез имеет треугольную резьбу, с помощью которой формирует отверстие (отсюда и название).Россия импортирует эти изделия десятками тысяч тонн в год. Невзирая на машиностроительные мощности, саморезы на территории страны выпускаются в крайне ограниченном объеме. Что позволяет рассмотреть их производство в качестве перспективного бизнеса.
Технология производства саморезов
Производственная цепочка выглядит следующим образом:
- Волочильный стан, представляющий собой печь с фильерами для протяжки стальной катанки до достижения нужного диаметра. Фильеры изготавливают из твердого сплава нескольких последовательно уменьшающихся диаметров. Вся линия непрерывно охлаждается эмульсией;
- Формирование заготовок, путем нарезки исходного сырья на отрезки необходимой длины и высаживание шляпки со шлицем на холодновысадочном автомате;
- Изготовленные болванки попадают в бункер, откуда по конвейеру специальными захватами поступают в станок для накатки резьбы плоскими плашками;
- «Сырой» саморез попадает в закалочную печь температурой 920 градусов с последующим «отпуском» на менее высокую температуру, для снятия поверхностного напряжения металла, и далее на линию мойки;
- Потом на закаленный саморез наносится гальваническое покрытие. Обычно это несколько параллельно стоящих ванн, для предварительной подготовки и последующего нанесения антикоррозионного состава. Последняя ванна содержит финишный электролит с цинковыми анодами;
- Центрифуга для сушки горячим воздухом, откуда выходит готовое изделие;
- Помимо перечисленного, заключительным этапом может быть контроль качества и упаковочная линия;
Весь комплекс управляется одним оператором, уровень подготовки которого некритичен. После настройки, линия работает в автоматическом режиме, несмотря на сложность оборудования.
Сырье
В качестве сырья, используется высокоуглеродистая сталь, латунь или нержавеющая сталь. Закупается она в виде скрученных проволочных бухт, либо уже нарезанным кругляком.
Надо сказать, что поиск поставщиков сырья в России — это самый простой этап в данном виде бизнеса. Наша страна является самым крупным экспортером металлопроката, что и объясняет широкую доступность сырья.
Станки и оборудование для производства саморезов
В основном в продаже находится оборудование по изготовлению саморезов тайванского производства фирм «FOB» и «LianTeng». Предлагаемые линии отличаются высокой отказоустойчивостью и модульной конструкцией, допускающей свободную компоновку и промежуточную диагностику после каждого этапа. Различные позиции в линейке оборудования отличаются, в основном, скоростью изготовления.
Самые дешевые станки в ряду позволяют делать 50 изделий в минуту, а более дорогие — свыше 250 штук. Соответственно, вилка цен начинается от $2000, а максимальная цена варьируется комплектуемыми узлами.
Кроме цены, различия касаются ассортимента выпускаемых изделий. Младшие модели ориентированы на один определенный вид самореза, без возможности влиять на длину заготовки и шаг резьбы.
Старшие модели позволяют расширить ассортимент даже на дюбеля, винты, шурупы и любые другие элементы крепежных материалов. В этой связи, планируемое расширение производства потребует тщательного подхода к выбору станков для производства саморезов. Кроме этого, более дорогое оборудование имеет заметные отличия в качестве конечного продукта, что влияет спрос и на окупаемость самих станков.
Наиболее оптимальными являются холодновысадочные автоматы Yh3076 ($22000) и Yh2564 ($13500), с производительностью 120 и 160 штук в минуту соответственно. Станки неприхотливы, легки в обслуживании, с высоким качеством конечной продукции и малым сроком окупаемости.
Европейские аналоги отличаются от тайванских производителей повышенной ценой на линии метизов.
К примеру, наиболее производительный тайванский комплекс обойдется в $150000, а его Европейский аналог в $420000. Что при схожей производительности, качестве и уровне автоматизации, говорит не в пользу Запада.
Китайские линии постепенно догоняют тайваньские по качеству. Например, в продаже можно найти отдельные модули фирмы «FET» с производительностью 120 штук в минуту. К сожалению, по цене они ничуть не дешевле.
Украинские производители (Одесса) пошли по пути симбиоза импортной автоматики с отечественным станкостроением. В результате, холодновысадочные станки АБО 216 производительностью 160 штук в минуту, получились достаточно качественными и конкурентными по цене ($15500).
Сбыт
- Сбыт саморезов заключается в налаживании договорных отношений с точкой непрерывной реализации крепежных изделий. Желательно, с минимальным наличием конкуренции. Если приобретенное оборудование обладает широкими возможностями, лучше перекрыть весь ассортимент продукции одновременно. Это позволит захватить весь рынок метизов и определить наиболее покупательный вид. Что поможет в дальнейшем перенести основную тяжесть выпуска на наиболее популярный вид самореза. В дальнейшем, бизнес сведется просто к сезонной корректировке.
- Второй канал сбыта — это прямые договора со строительными фирмами. Объемы использования саморезов при строительстве только одного объекта могут перекрыть месячную производительность оборудования.
- Очередным по доходности может стать сбыт в мебельные цеха. Небольшое мебельное производство потребляет несколько тысяч саморезов в месяц.
Подводя итог, данное направление бизнеса является рентабельным, простым и востребованным. Учитывая полную автоматизацию процесса, управление сведется к вопросам сбыта готовой продукции. А при отлаженном сбыте, оборудование окупается меньше года.
Производство саморезов
Россия, Московская обл., Голицыно (Московская обл.), Звенигородское шоссе 2с1
Основная информация
- 1 200 000 aРасходы
- 0 aЗаемные средства
- 0 a Товарный остаток
(включен в стоимость) - 2 лет Окупаемость
Объявление находится в архиве
Средства производства
4 станка ( 2 станка холодно-высадочных и 2 резьбонакатных)
Печь закаливания с загрузкой до 54 кг
Печь отпуска
Центрифуга (70 кг загрузка)
Чиллер объёмом 150 литров
Кран-балка автоматизированная с пультом управления
Столярный стол
Фасовочный стол
Недвижимость (в аренде)
- Площадь зданий 168 кв.м.
- Здания в аренде до 0
- Площадь земли 0 кв.м.
- Земля в аренде до 0, с правом продления аренды
Объявление находится в архиве
Новотроицк
Россия, Оренбургская обл., НовотроицкБалашиха
Россия, Московская обл., БалашихаМосква
Россия, Московская обл., МоскваКазань
Россия, Татарстан, Казань, ул.Зорге д 24S.A.N. Clinic
1 800 000 a Доля 0%
- Выручка — в месяц
- Прибыль 150 000 a в месяц
ситуация на рынке; регистрация деятельности по изготовлению саморезов; необходимое помещение и оборудование по изготовлению саморезов
Главная / Наши статьи
Саморезы являются одним из видов крепежа. Они широко используются в строительных и ремонтных работах, различаются по внешнему виду, формам, материалам и назначению. Есть много видов саморезов. В основном, они различаются по методам применения, то есть предназначены для: дерева, гипсокартона, бетона, металла, сэндвич-панелей, оконных профилей и т.д. Кроме того, саморезы различаются в зависимости от материала, из которого сделаны, шага резьбы, типа шляпки и наконечника.
Мы постарались вскрыть главные вопросы, ответы на которые являются ключевыми для принятия решения.
Ситуация на рынке
Саморезы являются уникальным соединительным элементом, который определяет их широкий спектр применения в различных сферах деятельности. Для соединения материала с помощью саморезов не нужно сверлить поверхность, что значительно упрощает строительные работы и снижает их стоимость.
Поскольку использование саморезов имеет широкое распространение, говорить о рынке сбыта — бессмысленно, их можно встретить практически в любом супермаркете или небольшом хозяйственном магазине, что подтверждает постоянный спрос на данную продукцию.
Еще одним преимуществом определения эффективности производства саморезов является то, что на украинском рынке нет известных и популярных брендов, что позволяет любому новому производителю легко выходить на рынок.
Продажа обычно осуществляется партиями. Основными потребителями являются гипермаркеты, хозяйственные магазины, строительные и ремонтные организации, а также различные производственные компании, производящие мебель, окна, двери и другие аналогичные товары.
Выбор оргформы не всегда прост. СПД или ООО? Что лучше? Лучший выход — консультация специалиста.
Регистрация деятельности
Прежде чем открыть бизнес по изготовлению саморезов вам стоит зарегистрироваться в качестве субъекта предпринимательства. Учитывая, что для ведения такого бизнеса нет ограничений, проще всего зарегистрироваться в качестве индивидуального предпринимателя, поскольку в этом случае на регистрацию уйдет меньше времени и усилий. Если же вы захотите организовать свою деятельность в качестве юридического лица, предпочтительной формой станет регистрация ООО, потому что в этом случае, как и в случае регистрации ЧП, будет доступна упрощенная система налогообложения. К тому же, если по какой-либо причине предприниматель не хочет нести ответственность по корпоративной задолженности собственным имуществом, или если бизнес открывают несколько человек, более целесообразно зарегистрировать юридическое лицо. Только имейте в виду, что независимо от того какую форму собственности вы выберете, доход должен быть получен только от зарегистрированных видов деятельности внесённых в реестр плательщиков. Для этого направления деятельности вам подойдет КВЭД 25.94 «Производство крепежных и винторезных изделий». Данный КВЭД включает в себя: производство заклепок, шайб и подобных не гвинтових изделий, болтов, винтов, гаек, муфт и других гвинтонаризних изделий.
Мы создали инфраструктуру, которая поможет вам начать собственный бизнес. ЮрМаркет — лучшее место для старта.
Необходимое помещение и оборудование
Для производства саморезов достаточно небольшого помещения площадью 60-80 кв.м. В этом случае куда важнее соблюсти основные требования, которые применяются к таким помещениям. Прежде всего, следует отметить, что производственный цех должен иметь площадь не менее 15-20 метров квадратных, минимум по 4-ри квадратных метра на одного работника. Высота же рассчитывается исходя из размеров оборудования. Если оно не слишком громоздкое, то высота потолка должна составлять не менее 3,5 метра. Также обратите внимание, что подобное производство требуют адекватного освещения и вентиляции, по этой причине подвальные и полуподвальные помещения вам вряд ли подойдут.
Далее следует закупка необходимого оборудования. Станки для производства саморезов выпускаются различными производителями. Обычно это оборудование китайского и тайваньского производства. На рынок также поставляется оборудование от отечественных производителей. Наиболее популярными среди покупателей являются машины китайского производства. Эта ниша имеет самую низкую цену и относительно хорошее качество. Машины, изготовленные в Тайване, обычно дороже и качественнее.
Обратите внимание на то, чтобы в договор на поставку оборудования были включены пуско-наладочные работы, так как первоначальная настройка — может быть несколько затруднена. В будущем, после первоначальной настройки, управление линией и ее реконфигурирование для производства различных видов продукции будет очень простым и после минимального обучения может быть доступно любому специалисту.
Также при выборе оборудования обратите особое внимание на наличие запасных частей, расходных материалов и оборудования для эксплуатации и обслуживания производственной линии. Если станки вы решите приобрести напрямую у иностранного поставщика, что на сегодняшний день очень просто, учтите, что доставка может занять несколько месяцев, а поставка расходных деталей занимает столько же времени. Поэтому на первом этапе, особенно если производство саморезов — это для вас новый бизнес, мы рекомендуем выбрать украинского поставщика.
Выбор системы налогообложения — один из ключевых моментов. Грамотная консультация — вот, что вам нужно. И это бесплатно.
Стоит помнить и о необходимости вести учет и предоставлять отчетность. Для эффективной работы вы можете нанять специалистов из аутсорсинговой компании. Наша компания предоставляет юридические и бухгалтерские услуги, а также помогает оформить различную документацию.
Оценка материала сайта на 4.8 балла из 5.
Количество оценок 1493. Для оценки необходима авторизация.
Ваш бизнес: как открыть производство саморезов
Производство саморезов не требует большого количества персонала и жестких условий для площадей, а из-за богатого выбора оборудования могут возникнуть лишние затраты. избегать. И самое главное — саморезы нужны каждому.
Саморезы — один из самых универсальных крепежных изделий, которые широко используются в строительстве, при ремонте или на производстве. Однако произвести их довольно просто; этот бизнес не требует специальных знаний или опыта работы.Широкий спектр предлагаемого оборудования обеспечивает выход в бизнес с минимальными затратами. При достаточно широком ассортименте рынок саморезов очень широк — их продают как небольшие хозяйственные магазины, так и крупные супермаркеты.
Виды и применение саморезов
Саморезы являются одним из видов крепежа. Они широко используются в строительных и ремонтных работах, различаются по внешнему виду, форме, материалу и назначению. Разновидностей саморезов много.В основном саморезы различаются способом применения, то есть предназначены для работы с: деревом, гипсокартоном, бетоном, металлом, сэндвич-панелями, оконными профилями и другими. Дополнительно саморезы делятся в зависимости от материала, из которого они сделаны, шага резьбы, типа крышки и наконечника самореза.
Саморезы — уникальный соединительный инструмент, что определяет их широкое применение в различных сферах деятельности. Для соединения материалов саморезами не нужно предварительно сверлить отверстия, что значительно упрощает и удешевляет работы.
Производство шурупов как бизнес
Применение саморезов настолько широко, что говорить о рынке саморезов нет смысла, они доступны практически в любом супермаркете или в небольшом строительном магазине, что подтверждает постоянный спрос на них.
Еще одним плюсом, определяющим эффективность бизнеса по производству саморезов, является тот факт, что на рынке нет известных и популярных брендов, что позволяет любому новому производителю легко выйти на рынок.
Продажа шурупов обычно осуществляется оптом. Основными потребителями являются строительные супермаркеты, хозяйственные магазины, строительные и ремонтные организации, а также различные производственные предприятия, производящие мебель, оконные блоки, двери и другую подобную продукцию.
Технология производства винтов
Саморезы обычно изготавливаются из проволоки из низкоуглеродистой стали, но также могут использоваться другие твердые и недорогие металлы, такие как нержавеющая сталь, латунь, никелевые или алюминиевые сплавы.Качество металла, используемого для изготовления саморезов, имеет первостепенное значение, чтобы избежать растрескивания. Также саморез может быть покрыт цинком, кадмием, никелем или хромом для дополнительной защиты.
Упрощенный производственный процесс состоит из двух основных этапов: обработки детали и нарезания резьбы.
В процессе обработки заготовки проволока из мотка подается в станок, который обеспечивает предварительное натяжение. Выпрямленная проволока поступает прямо в машину, которая автоматически отрезает проволоку до заданной длины.Далее штамп вырезает заготовку винта. В резаке для шляп используется либо открытая, либо закрытая матрица. Закрытая (или сплошная) матрица позволяет получить более точную заготовку. В зависимости от производительности машины производится от 100 до 550 заготовок в минуту.
Нарезание резьбы начинается после подготовки детали. Заготовки шнека автоматически подаются на резьбовые плашки из вибрационного бункера. Бункер направляет винтовые заготовки вниз по желобу к штампам, при этом устанавливая их в правильное положение.
На третьем этапе преформа вырезается с использованием различных методов. В матрице для нарезания резьбы используются две плоские матрицы. Один штамп неподвижен, а другой движется, и между ними катится винтовая заготовка. В случае использования бесцентрового цилиндрического штампа заготовку винта прокатывают между несколькими круглыми штампами для нарезания готовой резьбы. Другой метод накатывания резьбы — использование круговой вращающейся головки. В этом случае машина удерживает прижимную заготовку неподвижно, а несколько резаков нарезают нить в заготовке.
При необходимости саморез покрывают гальваническим покрытием или термообработкой.
Какое оборудование необходимо для производства саморезов
Станки для производства саморезов выпускаются разными производителями. Как правило, это станки производства Китая и Тайваня. Также на рынке представлено оборудование российских и украинских производителей.
Галерея саморезов
Кратко:
- Замена изношенных муфт неправильного размера может привести к непредвиденным последствиям.
- Скорость потока является важным фактором при замене гидравлического шланга с большим внутренним диаметром на гидравлический шланг с меньшим внутренним диаметром.
- Узнайте, как рассчитать скорость потока.
Поставщики гидравлических шлангов в сборе столкнутся со следующим распространенным сценарием: конечный пользователь приносит изношенный гидравлический шланг для замены, но муфты, необходимые для шланга этого конкретного размера, отсутствуют на складе, заказаны в обратном порядке или их нет в магазине. • запаситесь муфтами, необходимыми для копирования оригинального шланга в сборе.Тем не менее, вы действительно имеете в наличии подходящие муфты для шланга меньшего размера с внутренним диаметром (ID).
Логическим решением может быть восстановление узла шланга с использованием гидравлического шланга меньшего размера с переходником. Хотя это может показаться безобидным решением, замена шланга в сборе на шланг меньшего размера, чем тот, который был разработан для этой гидравлической системы, может нанести непреднамеренный ущерб и снизить эффективность оборудования.
На что повлияет замена шланга на шланг неправильного размера?
Поток — это движение жидкости, которое подразделяется на две категории: расход и скорость потока.Скорость потока — это объем гидравлической жидкости, производимой гидравлическим насосом за определенный период времени, и обычно измеряется в галлонах в минуту или галлонах в минуту. Скорость потока — это скорость, с которой гидравлическая жидкость движется в определенном направлении в течение определенного периода времени, и измеряется в футах в секунду.
Скорость потока определяется как производительностью гидравлического насоса, так и размером гидравлического шланга. Если изменить расход гидравлического насоса, но оставить размер гидравлического шланга таким же, это повлияет на скорость потока.Напротив, сохранение скорости потока неизменным, но изменение размера шланга повлияет на скорость потока.
Скорость потока является важным фактором при замене гидравлического шланга с большим внутренним диаметром на гидравлический шланг меньшего диаметра. Когда существующий гидравлический шланг заменяется новым гидравлическим шлангом с меньшим внутренним диаметром, то же количество жидкости, которое протекало через исходный гидравлический шланг большего размера, теперь проталкивается через новый меньший шланг. Это ограничит поток и увеличит давление на выходе, что приведет к увеличению скорости потока.
В некоторых ситуациях это может не быть проблемой, поэтому важно правильно проанализировать ситуацию. Легкий способ избежать этой проблемы — увеличить размер шланга до следующего большего размера. Однако шланги большего размера обычно имеют более высокую цену, а шланги большего размера занимают место и могут даже снизить производительность оборудования заказчика.
Почему высокая скорость потока может быть нежелательной для гидравлической системы?
Скорость потока определяет, будет ли картина потока ламинарной или турбулентной.В идеале мы хотели бы, чтобы поток от насоса до привода был равномерным, плавным и однородным. Этот узор называется ламинарным потоком. Ламинарный поток достигается при более низких скоростях, а слои жидкости движутся в красивом, равномерном, параллельном потоке.
Такая схема потока идеальна для сведения к минимуму трения и перепадов давления и максимального повышения эффективности гидравлической системы. Трение жидкость-жидкость по-прежнему будет создаваться, поскольку слои жидкости, которые текут с разной скоростью, скользят друг по другу, но это ожидается.Ламинарный поток также обеспечивает лучший отклик системы, смазку и уменьшает воздушные карманы или пузырьки, которые могут вызвать неэффективность.
Чем выше скорость потока, тем более характерны турбулентные характеристики потока. Когда скорость потока высока, шероховатость на поверхности внутренней трубы нарушит путь потока и вызовет его хаотический характер. Режим турбулентного потока вызывает уменьшение энергии в виде трения (закон сохранения энергии), что приводит к нежелательным перепадам давления и неэффективности гидравлической системы.
Кроме того, высокая скорость потока также вызывает повышение температуры жидкости. Температура жидкости была эмпирически связана со значительным сокращением срока службы шланга, поэтому уменьшение размера шланга также может вызвать нежелательный простой системы. Дополнительные сведения об этом влиянии температуры можно просмотреть в разделе «Данные о тепловом усилении» калькулятора давления жидкости Gates.
Для линий всасывания и возврата высокая скорость потока может со временем привести к кавитации насоса. Другими словами, внутренний диаметр трубки шланга должен быть подходящим, чтобы поддерживать скорость потока на соответствующем уровне, чтобы избежать потерь энергии из-за трения.
Как определить скорость жидкости и какая скорость приемлема?
Для расчета скорости потока используйте постоянную площадь поперечного сечения шланга и скорость потока гидравлического насоса с помощью расходомера. С этой информацией примените формулу:
После определения скорости потока используйте рассчитанную скорость потока вместе с расходом насоса, чтобы проверить, подходит ли размер заменяемого шланга для системы. Легкий способ сделать это — использовать номографическую таблицу Gates, которая находится в каталоге Gates Hydraulic и Fleet Hose.Диаграмма состоит из трех частей: 1) ось расхода, 2) ось внутреннего диаметра шланга и 3) ось скорости потока.
Вам нужно знать только два из трех значений оси, чтобы определить третье значение — проложите линейку через известные значения и продлите линию, чтобы определить, находятся ли расход и скорость потока на приемлемых уровнях в зависимости от размера вашего шланга, или помочь вам определить правильный размер шланга в зависимости от расхода и скорости жидкости.
Ниже приведены рекомендуемые значения скорости для типичной гидравлической системы:
Лучше безопасно, чем сожалеть
Хотя может быть удобно заменить гидравлический шланг клиента на шланг другого размера, чем тот, который предназначен для гидравлической системы , вы можете непреднамеренно снизить эффективность гидравлического оборудования и потенциально повредить шланговую трубку.Лучше всего заменить шланг на шланг того же размера.
Гаррет Белл (Garrett Bell) — менеджер по продажам по работе с ключевыми клиентами в отделе запчастей для автомобилей по адресу: Gates . С инженерами Gates по применению продукции можно связаться по горячей линии по техническим вопросам: (303) 744-5651 или [email protected] .Архив новостей | Специалисты по винтам и крепежам
Крепежные детали — это инструмент, который незаметно доминирует в нашей жизни. Иногда простые, а иногда и сложные, эти невоспетые герои заставляют наш мир вращаться, и делали это на протяжении тысячелетий.Если вы на минутку поразмышляете о мире без них, вы, возможно, тоже начнете задумываться об истории. Если да, то вам повезло! Прочтите краткое объяснение истории застежек.
Давайте начнем с винта, фиксатора, который удерживает крышу над головой и пол под ногами. Винтовую резьбу, как полагают, изобрел около 400 г. до н. Э. Архит из Тарента, греческий философ, которого иногда называют «отцом механики». Общий принцип работы винта применялся вначале в таких городах, как Помпеи, для извлечения оливкового масла и виноградного сока.Это было далее разработано греческим математиком Архимедом для изменения уровня воды. Водяной винт, впервые упомянутый в «Механике» Герона Александрийского, был сделан из дерева и помогал орошать фермы и очищать корабли от трюмной воды.
В 1568 году французский изобретатель Жак Бессон создал машину для изготовления болтов и винтов. Он также изготовил пластину для нарезания резьбы для токарных станков, которая позже была усовершенствована и широко распространена английской компанией Hindley of York. В восемнадцатом веке винты снова эволюционировали, когда Антуан Тио, французский часовщик, прикрепил винтовой привод к токарному станку, что позволило инструментальным кареткам двигаться полуавтоматически.
Никто до конца не согласен с происхождением гаек и болтов, хотя мы полагаем, что они произошли от резьбы винта. Что мы действительно знаем, так это то, что они приобрели известность во время промышленной революции, и их самые заметные технологические инновации произошли за последние 150 лет. Например, в начале 1870-х годов был сформирован стандарт США Standard Thread, за ним последовал стандарт Общества автомобильных инженеров (SAE) и так далее. К концу 1960-х годов самосверлящие шурупы, рекламируемые как самосверла «с защипом» или «холодная ковка», которые сокращали рабочее время и затраты, прочно укрепились в строительной индустрии.
Перенесемся в последние двадцать лет, и разработки в области дизайна крепежа продвинулись еще быстрее благодаря появлению сплавов на основе никеля. В отличие от стали, сплавы на основе никеля могут сохранять свою форму в условиях высоких температур, например, в двигателях и турбонагнетателях. Инженеры стремятся продолжить разработку крепежных изделий, изучая возможности использования легких металлических болтов, изготовленных из таких материалов, как магний, титан и алюминий.
Это краткая история крепежа.Они с нами давно, и только время покажет, как мы будем вместе развиваться дальше. Следите за обновлениями!
Работа с мусором | Профессиональный кровельный журнал
- Фотография любезно предоставлена Jim D. Koontz & Associates Inc., Hobbs, N.M.
- Фотография любезно предоставлена Jim D. Koontz & Associates Inc., Hobbs, N.M.
Строительные нормы и правила требуют, чтобы сборка крыши в достаточной степени выдерживала подъемные силы, вызванные ветровыми явлениями, которые могут произойти в течение предполагаемого срока службы сборки.Механическое крепление кровельной изоляции и кровельных мембран — это один из методов, который обеспечивает достаточное сопротивление поднятию, чтобы удерживать кровельную систему на месте.
Использование саморезов для крепления кровельной изоляции и кровельных мембран к стальному настилу крыши стало обычным способом крепления. Однако проблемы могут возникнуть из-за мусора, образующегося при замене винтов во время проектов по замене кровли. Наша компания провела тест с использованием винтов различных типов и размеров, чтобы изучить количество мусора, производимого разными винтами, и выяснить, как мусор может повлиять на интерьер здания, а также выяснить, представляет ли мусор от винта потенциальные проблемы для предприятий, производящих такие предметы, как продукты питания или электроника. .
Фон
До механического крепления изоляция обычно крепилась к стальному настилу крыши с помощью горячего асфальта. Однако у метода горячего асфальта есть недостатки; когда внутри стального настила возникает пожар, горячая сталь плавит асфальт, который капает через сварные отверстия или нахлестывается в настиле и попадает на огонь внизу. Капающий асфальт действует как ускоритель, распространяя внутренний огонь.
12 августа 1953 г. неконтролируемое распространение огня по большей части 1.Завод General Motors площадью 5 миллионов квадратных футов в Ливонии, штат Мичиган, был вызван в основном тем, что асфальт просачивался через стальную крышу здания. В результате страховая и кровельная промышленность начали изучать другие методы крепления изоляции.
Первые методы механического крепления использовались с клеями для горячего асфальта. Это включало проталкивание полукруглой стальной застежки с зажимами через металлический настил резиновым молотком. Зажимы или удлинители типа «рыболовный крючок» по бокам застежки будут входить в контакт с металлическим настилом, закрепляя изоляцию.Второй метод заключался в использовании зубчатого стального стержня, который имел ограниченное крепление к металлической платформе. Эти методы привели к отказу многих кровельных систем во время ветровых явлений.
В конце концов, саморезы с пластинами стали отраслевым стандартом для крепления изоляции крыши к стальным настилам, устраняя необходимость в асфальте между нижней частью изоляции крыши и верхней частью стального настила. Тестирование на подъем, проведенное такими испытательными лабораториями, как FM Global и Underwriters Laboratories Inc.привело к развитию частоты и модели для механического крепления. Количество и расположение используемых креплений зависит от типа, толщины и производителя кровельной изоляции.
В соответствии со строительными нормами количество установленных саморезов может значительно увеличиться в полевых условиях, а также по периметру и углам.
Процесс
Использование саморезов предполагает прокалывание стального настила. Во время этого процесса, когда винт вращается, сверлильное движение создает отверстие в стальном настиле.Стальные опилки из винта, стального настила и материала покрытия образуются и могут попасть внутрь здания. Мусор обычно не вызывает особого беспокойства при установке кровельных систем на новое строительство и когда выполняется повторное кровельное покрытие над потолками. Тем не менее, во время проекта по замене кровли в жилом здании без потолка, остатки опилок и покрытия, образующиеся при удалении существующих винтов и установке новых винтов, могут быть проблематичными.
Лабораторный анализ
Рисунок 1: Джим Д.Koontz & Associates Inc., Hobbs, N.M., проверила восемь типов и размеров саморезов, обычно используемых для механического крепления.
Ранее не проводилось испытаний количества мусора, образующегося при механическом прикреплении компонентов кровли к стальному настилу. Чтобы проверить это, наша компания приобрела восемь типов и размеров саморезов, обычно используемых для крепления изоляции крыши к стальным настилам; см. рисунок 1.
Рисунок 2: Средний вес мусора, образовавшегося при установке и удалении саморезов на стальном настиле 1
Используя стандартную электрическую дрель, три набора из восьми саморезов были вбиты в две стальные деки 22-го калибра, которые были оцинкованы и окрашены.Стальные настилы были установлены над закрытым ящиком, облицованным чистой мембраной. Обломки опилки и покрытия, которые упали в закрытую коробку, собирались отдельно по мере того, как винты забивались в стальные настилы и выходили из них. Винты прошли примерно на 3/4 дюйма через палубу; Изоляция над настилом во время испытания не использовалась. Затем обломки взвешивались на аналитических весах и фотографировались под микроскопом, чтобы наша компания могла охарактеризовать обломки, которые попадут в здание, с помощью фотографического анализа.
Средний вес обломков, образовавшихся от трех саморезов на каждой стальной платформе, показан на рисунках 2 и 3. Вес обломков от винтовой установки в стальной платформе 1 варьировался от 0,007 до 0,033 грамма (г) на винт. . При снятии шурупов со стальной палубы 1 образовывались обломки массой от 0,001 до 0,006 г. Мусор от винтовой установки в стальном настиле 2 весил от 0,007 до 0,042 г на винт. При снятии шурупов со стальной палубы 2 образовались обломки массой от 0.001 до 0,014 г. При установке самореза образовалось большее количество и вес обломков, чем при снятии винтов с металлических настилов.
Рисунок 3: Средний вес мусора, образовавшегося при установке и удалении саморезов на стальном настиле 2
Выводы
Обломки стальной опилки, полученные во время испытания, имели острые края, что зафиксировано на микроскопических фотографиях. Хотя количество мусора может быть небольшим, любое количество мусора может быть неприемлемым в зависимости от содержимого и действий, выполняемых в здании во время проекта по замене кровли.
При замене кровли в жилом здании металлический мусор, образующийся при установке саморезов, попадет внутрь здания. Для большинства проектов по замене кровли обломки опилок и покрытия не представляют проблемы, особенно если есть потолок. Однако, в зависимости от внутренней деятельности здания, обломки могут привести к загрязнению (металлом или покрытием палубы или винтами) промышленных товаров, таких как электроника, продукты питания и фармацевтические препараты, если не предусмотрена защита от мусора.Даже небольшое количество мусора в некоторых критических производственных операциях было бы недопустимо. Результаты испытаний показывают, что во время установки и удаления саморезов во внутреннюю часть здания, несомненно, попадет какой-то мусор.
Один из способов избежать загрязнения из-за обломков — временно приостановить производственную деятельность в областях под открытым стальным настилом, где выполняется повторная кровля. Однако прекращение производственной деятельности приведет к остановке бизнеса и, как следствие, к потере дохода.Подвешивание улавливающих брезентов под стальным настилом для сбора мусора при его падении становится все более распространенным в качестве альтернативного метода защиты внутренней части здания и обеспечения продолжения производственной деятельности во время восстановления кровли.
При отсутствии потолков несоблюдение какой-либо формы внутренней защиты может привести к загрязнению чувствительного оборудования и / или продукции, производимой в здании. Это, в свою очередь, может привести к проблемам с безопасностью и здоровьем для производимых продуктов и их конечных пользователей; например, падающий мусор может привести к загрязнению пищевых продуктов острыми стальными опилками.
Могут быть изучены альтернативные методы крепления кровельной теплоизоляции и облицовочных плит, такие как использование пенопласта. Однако, несмотря на то, что многие пенопластовые адгезивы обеспечивают достаточную адгезию, страховые группы и органы по кодам, такие как FM Global, еще не одобрили использование пенопластов на стальных настилах.
Соображения
Вам следует учитывать потенциальные последствия обломков опилок и покрытий, образующихся во время проектов по замене кровли, когда нет потолков, особенно потому, что могут быть приняты меры для предотвращения загрязнения внутренней части здания обломками.
Безопасность имеет первостепенное значение при выполнении кровельных работ, и профессионалы в области кровли должны стремиться к тому, чтобы работа выполнялась как можно более безопасно. Обязательно уведомите владельцев зданий о потенциальных проблемах с мусором до начала проекта и предоставьте им цены на методы защиты внутренней части здания во время проекта повторной кровли, если это необходимо.
Джим Д. Кунц, ЧП, RRC, является президентом, а Джеральд Б. Кертис, CPRC, является старшим партнером Jim D. Koontz & Associates Inc., Хоббс, Нью-Мексико,
10 различных типов головок саморезов
Типы саморезов с головкой
Саморез может нарезать резьбу при вбивании в материал. Он часто используется только для описания определенного типа резьбонарезного винта, предназначенного для получения резьбы из различных материалов, наиболее распространенными из которых являются листовой металл и дерево.
BDN Fasteners предлагает широкий выбор саморезов.У шурупов либо самосверлящий наконечник для металла, либо заостренный наконечник для дерева. После того, как наконечник создает пилотное отверстие, резьба ударяет по металлу или дереву, к которым прикреплен винт.
По типам головок. Винты доступны с различными типами головок. Некоторые типы головок очень специфичны для конкретного применения, а другие — для более разнообразных и общих применений. Типы головок обычно производятся в соответствии с установленными стандартами в соответствии с используемым регионом, хотя некоторые могут изменять или даже изменять дизайн здесь и там, чтобы удовлетворить особые требования.
Крепежные детали BDN производятся в соответствии с проверенными стандартами Австралии AS, предлагая хороший баланс между стоимостью и производительностью, и поддерживаются лучшей в отрасли гарантией.
СТИЛЬ ГОЛОВКИ | ОПИСАНИЕ |
| БУЛОЧНАЯ ГОЛОВКА В меньших толщинах до 8-го калибра этот тип головки обычно используется для гипсокартона, поскольку он не повреждает лицевую сторону листа.Винты 14-го калибра с этой головкой часто используются для озеленения и крепления мощных террасных досок | |
| ГОЛОВКА КНОПКИ Винты с головкой этого типа используются для сшивания тонкой стали вместе, а большая головка обеспечивает хорошее зажимное усилие на закрепляемых материалах. | |
| COUNTERSUNK (CSK) ГОЛОВКА С РЕБРАМИ (NIBS) Головка этого типа используется в широком спектре деревянных конструкций, где для фиксации требуется гладкая отделка, а ребра зенковывают винт в древесине.Он также поставляется с различными типами приводов в зависимости от области применения. | |
| COUNTERSUNK (CSK) ГОЛОВКА БЕЗ РЕБРА (NIBS) Этот тип головки обычно используется с винтами, которые крепят сталь, где предварительно просверлено углубление с потайной головкой. | |
| ПЛОСКАЯ ГОЛОВКА / ПРОМЫВНАЯ ГОЛОВКА Этот тип головы представляет собой низкопрофильный тип, обычно используемый там, где облицовка должна быть закреплена поверх, в том числе там, где гипсокартон крепится к стальному каркасу дома.Голова обязательно должна быть абсолютно плоской | |
| ШЕСТИГРАННАЯ ФЛАНЦЕВАЯ ГОЛОВКА Этот тип головки используется для широкого спектра применений, включая кровельные, облицовочные и деревянные конструкции, и поставляется с различными калибрами для более тяжелых условий эксплуатации. | |
| ГОЛОВКА ПОДДОНА Этот тип головки используется с крепежными элементами общего назначения для крепления тонкой стали к стальной или деревянной основе. | |
| САМОЗАГРУЖЕННАЯ ГОЛОВКА Головка этого типа в основном используется для крепления облицовки толщиной 3-6 мм, такой как цементный лист или синяя плита, а ребра под головкой зенковывают винт в материале для гладкой отделки. | |
| ОТДЕЛКА ГОЛОВКИ Этот тип головки обычно используется для настилов или пикетов, когда требуется головка меньшего размера, чтобы избежать раскалывания древесины при ее установке. | |
| ВАФЕЛЬНАЯ ГОЛОВКА Этот тип головы в основном используется для крепления различных, как правило, более легких материалов к стальной или деревянной основе. |
Винты с шлицевой головкой | Самонарезающие винты | Самонарезающие винты
>> Винты с шлицевой головкой, самонарезающие винты и винты с резьбой Как опытный оптовый дистрибьютор метрических крепежных элементов и промышленных компонентов, Metric and Multistandard Components Corp.обладает превосходным обслуживанием клиентов и превосходными техническими знаниями для всех ваших потребностей в винтах для шлифовальных машин, самонарезающих и резьбонарезных винтах. Благодаря стратегическому размещению складов в США, MMCC имеет возможность доставить продукцию в каждый город США в течение 2 рабочих дней. Мгновенная доступность продукта предлагает вам эффективность и надежность, которые вам нужны от проверенного дистрибьютора крепежных изделий.Metric & Multistandard Components Corp. поставляет несколько типов винтов с шлицевой головкой, саморезов и винтов для формирования резьбы с различными типами головок, типами приводов и материалами, включая:
Обычные шлицевые, самонарезающие винты и винты для нарезания резьбы
Винты с шлицевой головкой, самонарезающие винты и винты с резьбой — универсальные винты для сборки и крепления.Области применения могут быть разными, но винты с шлицевой головкой, саморезы и винты с резьбой можно использовать для обработки дерева, металла и бетона.- шлицевые Крепежные винты. Крепежные детали с внешней резьбой, которые используются с резьбовой гайкой или резьбовым отверстием.
- Машинные винты обычно доступны только диаметром до M10 и обычно не используются в каких-либо приложениях с высоким пределом прочности.
- Саморезы .Крепежные детали с внешней резьбой, которые образуют собственную резьбу, когда винты ввинчиваются в материал. На них грубая резьба, и их можно заменить только винтом аналогичного типа. Самонарезающие винты иногда называют винтами для листового металла, поскольку они чаще всего используются с листовым металлом.
- Винты для нарезания резьбы , которые смещают материал, образуя резьбу, когда он вдавливается в материал. Их также называют винтами с накаткой резьбы. Эти винты не образуют сколов и могут использоваться в глухих или сквозных отверстиях.
- Винты для нарезания резьбы , которые разрезают материал, в который он вбивается, создавая новую резьбу.
- Винты для нарезания резьбы и винты для нарезания резьбы могут помочь снизить производственные затраты, поскольку для них не требуется предварительно нарезанное отверстие или гайка. Поскольку эти винты образуют свою собственную резьбу, будет меньше зазора между наружной резьбой винта и внутренней резьбой отверстия, что приведет к более плотной посадке винта, который менее склонен к ослаблению. Поскольку винты для нарезания резьбы и винты для формирования резьбы образуют резьбу машинного винта, если их необходимо заменить, эти винты часто можно заменить обычным крепежным винтом.
- Винты с цилиндрической головкой. Винты с плоской головкой с широкой головкой и закругленными краями представляют собой винты без потайной головки, идеально подходящие для соединений металл-металл или там, где требуются винты с плоским дном.
Выбор подходящего самонарезающего винта зависит от области применения.
Закажите крепежные и самонарезающие винты
Metric and Multistandard Components Corp. Metric and Multistandard Components Corp.является старейшим и наиболее опытным оптовым дистрибьютором метрических крепежных изделий и промышленных компонентов. Компания Metric & Multistandard располагает более чем 48 000 высококачественных промышленных компонентов метрической системы во всех пяти наших офисах. Персонал по продажам Metric & Multistandard имеет техническую подготовку, чтобы досконально разбираться в метрических крепежных изделиях и промышленных компонентах, которые мы продаем. Пожалуйста, нажмите ЗДЕСЬ , чтобы запросить расценки. Чтобы поговорить с торговым представителем и узнать больше о резьбовых крепежных деталях, выберите одно из 5 мест ниже, чтобы связаться с нами.Китай производитель саморезов с шестигранной головкой
RocheIndustry: ваш лучший производитель и поставщик самонарезающих винтов с шестигранной головкойRocheindustry является ведущим поставщиком и компанией саморезов в Китае с 1999 года с более чем 20-летним опытом в области крепежа.
У нас есть богатый опыт в производстве различных типов саморезов, таких как саморезы из нержавеющей стали, саморезы по дереву, саморезы для тяжелых условий эксплуатации, маленькие саморезы, большие саморезы, латунные саморезы, черные саморезы, метрические саморезы, саморезы с полукруглой головкой, саморезы с шестигранной головкой, саморезы с плоской головкой, саморезы 1 дюйм, саморезы 2 дюйма, саморезы 3 дюйма и т. д.
ДоступныГБ, DIN, ISO, ANSI / ASTM, BS, BSW, JIS, сорт включает 4.8, 8, 8, 10, 9, 12.9 и т. Д. OEM доступен в соответствии с вашим чертежом или образцами.
Наша продукция в основном используется в автомобильной промышленности, высокоскоростной железной дороге, авиастроении, производстве медицинского оборудования и т. Д. Мы разработали и изготовили ключевые компоненты для всемирно известных предприятий. Мы стремимся предоставлять нашим клиентам высококачественные продукты, услуги высокого уровня и постоянное совершенствование.
Хотя в Китае так много поставщиков саморезов, мы по-прежнему считаем, что мы лучший выбор для импорта саморезов:
Мы поддерживаем хорошие отношения сотрудничества с основными заводами по производству сырья, коваными станками, производителями саморезов.