
Станки металлообрабатывающие: станок по производству саморезов | TAISHIN HARDWARE LIMITED | |||
Машины кузнечно-прессовые: станки для изготовления саморезов, | «Hexing Machinery Factory Co.,Ltd.» | 8462109000 | ||
саморез нерж. Ст. 6,3х25 с неопреновой шайбой , саморез 6,3х25 + неопр. Шайба , саморезы 4,8×13+SQ12кольцо, саморез 4.8×19 7504K нерж. 410 , саморез 4.8×38 7504K нерж. 411 , саморез 6,3×25 7504K 410 Е16 неопрен, саморез JT | BOAL SYSTEMEN Страна происхожденияЕвропейский Союз | 7318141000 | ||
Саморез с пресс-шайбой сверло 4,2*13 оцинкованный, саморез с пресс-шайбой сверло 4,2*16 оцинкованный, саморез с пресс-шайбой сверло 4,2*19 оцинкованный, саморез с пресс-шайбой сверло 4,2*25 оцинкованный, саморез с пресс-ша | HANGZHOU LIFENG IMPORT&EXPORT CO. | 7318149900 | ||
Саморез с пресс-шайбой сверло 4,2*13 оцинкованный, саморез с пресс-шайбой сверло 4,2*16 оцинкованный, саморез с пресс-шайбой сверло 4,2*19 оцинкованный, саморез с пресс-шайбой сверло 4,2*25 оцинкованный, саморез с пресс-ша | HANGZHOU LIFENG IMPORT&EXPORT CO., LTD | 7318149900 | ||
Машины кузнечно-прессовые: холодновысадочное и резьбонакатное оборудование для производства саморезов: высадочный станок артикул FA-10C; высадочный станок артикул FA-15C *76; резьбонакатный станок артикул AS-20THC*76 | Rost Group & Technology Co., Ltd. | 8463200000 | ||
Крепежные изделия: Винт-саморез арт. X/Y0470A, Винт М5 + шайба арт. X/Z0368A, Винт М8 арт. X/Y1650A, Винт-саморез арт. X/Y0464A, Винт калибровки тепл. расцеп. | ПоставщикBticino S.p.a | 7318149900 | ||
Изделия крепежные: гайка-булон, арт. 203015, винт-саморез, арт. 204016, винт-саморез, арт. 204032, винт-булон, арт. 203010, винт, арт. 204014, винт-саморез, арт. Y2165330, винт-саморез, арт. Y2165331. | SNK SYSTEM SL | 7318161000 | ||
Саморезы, т.м. «Kellner & Kunz»: Саморез DIN 7982 4,2×25 — A2; Саморез DIN 7504-N 6,3×25 — A2; Саморез DIN 7504-N 4,2×19 — A2 Контракт № 20120514/001 от 14.05.2012 г. | Kellner & Kunz | 7318141000 | ||
САМОРЕЗ ДЛЯ ГКЛ по металлу, арт.: CXXXXXXX (где X – любая цифра от 0 до 9). САМОРЕЗ ДЛЯ ГКЛ по дереву, арт.: CXXXXXXX (где X – любая цифра от 0 до 9). САМОРЕЗ острый с цилиндрической головкой, арт. | Chinfast Co., Ltd. | 7318000000 | ||
Крепежные изделия: шурупы для деревянных лаг и реек, шурупы по бетону (нагель), саморезы по металлу черный фосфат, саморезы по дереву черный фосфат, саморез самозенкующийся болт DIN 933 цинк, заклепка комбинированная алюми | NANTONG XTR IMPORT AND EXPORT CO., LTD | 7318000000 | ||
Крепежные изделия, т.м. Kellner & Kunz.: Шуруп DIN 7504-N 4,8×25 с шайбой, саморез DIN 7504-N 4,8×19 — A2, винт самонарезной DIN 7981 4,8×16 — A4, шуруп DIN 7982 4,8×13 — A4, саморез DIN 7504-K 5,5×38 — A2, саморез DIN | Kellner & Kunz | 7318121000 | ||
Винт самонарезной DIN 7982 3,5×13 — A2; Винт самонарезной DIN 7982 4,2×13 — A2; Винт самонарезной DIN 7982 4,8×22 — A2; Саморез DIN 7504-N 4,8×16 — A2; Саморез DIN 7504-N 4,2×32 — A2; Саморез DIN 7504-N 4,8×22 — A2; A2 бол | Kellner&Kunz | 7318141000 | ||
Винт самонарезной DIN 7982 3,5×13 — A2; Винт самонарезной DIN 7982 4,2×13 — A2; Винт самонарезной DIN 7982 4,8×22 — A2; Саморез DIN 7504-N 4,8×16 — A2; Саморез DIN 7504-N 4,2×32 — A2; Саморез DIN 7504-N 4,8×22 — A2; A2 бол | Kellner & Kunz | 7318141000 | ||
Крепежные изделия: винты для монтажа окна 7,5×92; винты для монтажа окна 7,5×72; винты для монтажа окна 7,5×92;винт-саморез DIN 7982 4,8×32 — A2; винт-саморез DIN 7981 4,8×25 — A2; винт-саморез DIN 7981 4,8×32 — A2; винт-с | Kellner&Kunz | 7318129000 | ||
Саморез остроконечный ТехноНИКОЛЬ 4,8*100, 4,8*50, 6,3х45(CS FT 6,3х45)ТН; Саморез сверлоконечный 4,8х160(EDS-B 4. | Sunny Beam Industrial Co., LTD | 7318141000 | ||
Машины кузнечно-прессовые: станок холодной высадки заготовок саморезов | «Shanghai Tiechi Industries Co. Ltd.» | 8462101008 | ||
Оборудование металлообрабатывающее: холодновысадочный станок для саморезов, | Guangzhou Innor Machinery Co., Ltd | 8463200000 | ||
Станки металлообрабатывающие: установка для высечки сверла на саморезе, | «Guan Lin Machinery CO., LTD.» | 8462109000 | ||
Станки металлообрабатывающие: установка для высечки сверла на саморезе, | Guan Lin Machinery CO. | 8462109000 | ||
 , LTD
, LTD
 : CXXXXXXX (где X – любая
: CXXXXXXX (где X – любая 8х160)ТН, 4,8х200(EDS-B 4.8х200)ТН, 4,8х70(EDS-B 4.8х70)ТН, 5,5х45(EDS-B 5,5х45)ТН; Саморез сверлоконечный Т
8х160)ТН, 4,8х200(EDS-B 4.8х200)ТН, 4,8х70(EDS-B 4.8х70)ТН, 5,5х45(EDS-B 5,5х45)ТН; Саморез сверлоконечный Т , LTD.
, LTD.Оборудование для производства саморезов. Станки для изготовления саморезов
Оборудование для бизнеса и строительная техникаВремя чтения 3 мин.Просмотры 12Обновлено
Для производства саморезов применяется следующее оборудование:
- Станки холодной высадки;
- Станки для нарезания резьбы;
- Печь для закалки;
- Оборудование для нанесения антикоррозийного покрытия;
- Сушилка. Допускается применение как центрифуги, так и специального шкафа.
Используется для производства саморезов из металлических (чаще латунных или стальных) прутьев. Основное сырье – прутки — поступают на завод, имея различные диаметры, часто отличающиеся от требуемых по ГОСТу для изготовления саморезов. Результат работы волочильного станка – из размягченного входного сырья под действием высокой температуры, с помощью специальных фильеров создаются прутки нужного диаметра.
Основное сырье – прутки — поступают на завод, имея различные диаметры, часто отличающиеся от требуемых по ГОСТу для изготовления саморезов. Результат работы волочильного станка – из размягченного входного сырья под действием высокой температуры, с помощью специальных фильеров создаются прутки нужного диаметра.
2. Автомат для высадки саморезов холодным способом:
- в защитном кожухе,
- в полузащитном кожухе.
Может иметь дополнительное оборудование:
- инвертор скорости (для контроля скорости двигателя и увеличения его мощности),
- конвейер для удаления стружки (автоматический транспортер убирает в специально отведённое место стружку, полученную в процессе работы станка).
Задача автомата для высадки саморезов – нарезка промежуточных болванок заданной длины и формирование шляпки самореза с нанесенными на нее шлицами. Параметры головки и шлиц могут предустанавливаться на станке. Производительность зависит от мощности станка, может достигать 300 единиц в минуту.
3. Шлицефрезерный автомат
В случае отсутствия функции нанесения шлиц на этапе производства заготовок, применяется этот специализированный станок. Имеется возможность нанесения шлиц и под отвертку, и под шуруповерт.
4. Резьбонакатной станок
Нарезает на болванках резьбу с заданными шагом и формой, которые соответствуют заготовленным плашкам. Для разной формы резьбы применяется своя плашка (резьбонарезная деталь или инструмент).
5. Печь для закаливания метала
За счет температуры печи, превышающей 900 градусов, происходит закалка готового металлического изделия – самореза. Этот этап обеспечивает требуемую твердость и прочность.
6. Бассейны для нанесения антикоррозийного покрытия гальваническим способом
В комплекте несколько ванн с реагентами + источник постоянного тока.
7. Сушилка
8. Упаковочные станки (автоматические и полуавтоматические)
 youtube.com/embed/HYiuONjiXIg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»/>
youtube.com/embed/HYiuONjiXIg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture; web-share» allowfullscreen=»»/>Производители оборудования, представленные на российском рынке: «Тайвань Метиз Альянс», ПАО «Одесский завод по выпуску кузнечно-прессовых автоматов» (Украина), «LianTeng» (Тайвань), «FOB» (Тайвань), Nedschroef Herentals (Бельгия)
Саморезы изготавливаются из нержавеющей стали, с уровнем углерода — 0,6 — 2 %, иногда используется латунь. Сырьё поставляется на производство в проволочных бобинах.
Законченную производственную линию для выпуска саморезов можно описать процессами:
- Подготовка сырья: латунь, высокоуглеродистая сталь, нержавеющая сталь в виде скрученной проволоки или выпрямленных прутков. При работе с металлическими прутками – этап доработки на волочильном станке. Далее размещение готового сырья на специальных стойках или транспортерах холодно-высадного оборудования.

- Формирование заготовки на высадном станке + при необходимости, нарезка шлиц на шлицефрезерном оборудовании.
- Нарезание резьбы с заданными параметрами с помощью резьбонакатного автомата.
- Закаливание полученных саморезов в печи.
- Нанесение на поверхность саморезов покрытия, защищающего от коррозии.
- Сушка нанесенного покрытия горячим воздухом.
- Упаковка в различного рода полиэтиленовые пакеты, картонные коробки, ящики, количеством кратным 10. Зависит от типа упаковочного оборудования и путей сбыта готовой продукции (розница или опт).

Оборудование для производства саморезов предлагается производителями европейских стран, Америки, Тайваня и Китая. Китайская продукция популярна за счет своей дешевизны. Европейское оборудование по некоторым оценкам в 4 раза превышает стоимость китайских аналогов, однако выгодно отличается качеством используемых деталей, многообразием функций и высоким сервисом обслуживания. Средние по цене и качеству автоматы, производятся заводами Украины и Тайваня.
( Пока оценок нет )
Типы винтовых станков — Руководство по покупке Томаса
Введение
Винтовые станки— это автоматизированные токарные станки для металлообработки, которые были разработаны в Швейцарии в конце 1800-х годов для производства большого количества одинаковых деталей, таких как винты. В то время Швейцария была ведущим производителем часов, измерительных приборов, машин и оптики, и это лишь некоторые из них. Для этих продуктов требовались прецизионные детали, включая штифты, винты, валы и болты. Производство многих из этих продуктов было бы чрезвычайно дорогим без надежного оборудования для массового производства этих критически важных деталей с высоким контролем качества и повторяемостью.
Типы винтовых станков
Два типа винтовых станков: Swiss и Turret. Swiss Screw Machine названа в честь своего происхождения в Швейцарии, где часовщики использовали ее для изготовления точных компонентов, где заготовка устанавливается на поворотный суппорт, который затем поворачивается, чтобы позволить винтовой машине отрезать инструмент в соответствии с требуемой спецификацией. Тип Turret, также известный как Brown & Sharpe по имени производителя, помещает заготовку на вертикальный цилиндр, который работает в токарном станке, что позволяет производить высокоточные детали в больших объемах.
Тип Turret, также известный как Brown & Sharpe по имени производителя, помещает заготовку на вертикальный цилиндр, который работает в токарном станке, что позволяет производить высокоточные детали в больших объемах.
Швейцарский винтовой станок
При создании высокоточных инструментов обработка швейцарских винтов является идеальным решением. В дополнение к точной резке швейцарского станка с ЧПУ, он может одновременно выполнять множество других операций, что может значительно ускорить процесс обработки. Swiss Screw Machine можно запрограммировать на резку с допуском 0,0002 дюйма при скорости 10 000 об/мин. Эта скорость недостижима на других станках с ЧПУ.
Этот процесс можно использовать во многих приложениях, и одной из отраслей, которые в значительной степени зависят от этого процесса, является автомобильная промышленность. Причина в том, что они производят детали в больших объемах по низкой цене и с высокой скоростью выпуска автомобилей в день.
Швейцарский винтовой станок Особенности:
- Модификация микрометра на держателях инструмента
- Массивная конструкция, короткий ход инструмента и высокая жесткость
- Высокоточный выход
- Короткое время цикла
- Заготовку можно перемещать в осевом направлении относительно инструментов для создания элементов вдоль ее длины вместо перемещения инструмента
Револьверно-винтовой станок
Винтовые станки револьверного типа дают очень похожие результаты на швейцарские винтовые станки. Однако разница в точности варьируется.
Однако разница в точности варьируется.
Токарно-револьверный станок представляет собой вращающиеся круглые тиски, которые зажимают круглую часть, как вал, вращают ее вокруг своей оси или удерживают неподвижно, позволяя инструменту входить под любым углом вокруг нее для проведения процедуры обработки удерживаемой части. Башня поддерживает его до тех пор, пока не будет завершена вся последовательность операций, после чего башня освобождает часть и падает на дно машины.
Машина перемещает отрезок стального стержня на место для создания винтов, блокирует револьверную головку, начинает вращаться и использует инструменты для формирования головки винта, еще один инструмент сбоку для нарезания резьбы. Затем диск спереди, чтобы отрезать паз отвертки в головке винта, и, наконец, отрезной инструмент, чтобы отрезать готовый винт от стержня. Затем турель освобождает винт, толкает шток вперед, снова блокирует турель и повторяет процесс изготовления другого винта. Для каждого винта требуется около 10 секунд.
Револьверно-винтовой станок, за исключением подачи инвентарных длин, может повторять процесс быстро и точно с минимальным вмешательством человека. Операция изначально программируется пользователем механически с помощью последовательности кулачков, рычагов, изменений индексации, приспособлений и зажимов. Каждое движение было точно рассчитано по времени и настроено на мастер-камеру для всей последовательности.
Большинство современных винтовых станков можно запрограммировать с персонального компьютера, и программа может быть приобретена за считанные секунды по сети или по телефонной линии для определенной части собственного управляющего компьютера винтового станка. Измерения контроля качества могут автоматически отслеживаться, поскольку компоненты изготавливаются винтовым станком.
Резюме
В этой статье представлено понимание типов винтовых машин. Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие изделия для механической обработки
- Различные процессы обработки
- Современные инструменты для обработки
- Процессы микросверления
- Ресурсы по обработке — руководство по домашней автоматизации
- Ведущие поставщики услуг EDM в США
- Ведущие поставщики услуг по обработке винтов в США
- История промышленной революции: от рукотворного до механической обработки
- О прецизионной обработке — краткое руководство
- Что такое обработка? Руководство по различным видам обработки
- Типы формовочного оборудования — Руководство для покупателей ThomasNet
- Типы обрабатывающих тисков — Руководство для покупателей ThomasNet
- Все о КИМ
- СОЖ для механической обработки
- Об удалении заусенцев
- Будущее автоматизации обработки с ЧПУ: интервью с Сарой Бойсверт
- Лучшие мини-мельничные станки
- Все о 5-осевой обработке с ЧПУ
Прочие «Типы» изделий
- Типы энкодеров — Руководство для покупателей ThomasNet
- Типы фильтров — Руководство для покупателей ThomasNet
- Типы элементов управления и контроллеров — Руководство по покупке ThomasNet
- Различные типы воздушных фильтров
- Типы катушек индуктивности и сердечников
- Аэрокосмический крепеж: типы и материалы
- Типы защелок
- Типы труб из нержавеющей стали
- Типы медицинской упаковки — Руководство для покупателей ThomasNet
- Типы контроллеров двигателей и приводов
- Типы ЧПУ
- Типы порошковых покрытий
- Типы фенолов и фенольных материалов — Руководство для покупателей ThomasNet
- Типы операций высечки
- Типы сверл с ЧПУ
- Типы мультиплексоров
- Типы кримперов — Руководство для покупателей ThomasNet
- Типы датчиков температуры
- Типы розеток
- Три типа медицинских покрытий
Больше из Изготовление и изготовление на заказ
Автоматическая машина для изготовления винтов | Национальный музей американской истории
Применяются условия использования
Загрузки- Описание
- Чарльз Вандер Вурд, управляющий компании American Watch Co. в Уолтеме, штат Массачусетс, изобрел этот станок в 1871 году. Это был первый токарный автомат для изготовления часовых винтов. Подача стержня оператором станка, станок работал на одном винте за раз, пропуская стержень через последовательность различных режущих инструментов. Самые ранние машины производили крошечные винты для крепления часовых камней, но после усовершенствований 1874 года машины могли производить часовые винты других размеров.
- По одному подсчету, один рабочий мог обслуживать шесть или восемь станков с производительностью от 1200 до 1500 винтов в день. Часовая компания представила две машины на выставке в Филадельфии в 1876 году, по словам швейцарского обозревателя, который сообщил, что одна машина может производить 800 винтов в день с 5% отходов.
- Никелированное покрытие на этом экземпляре указывает на то, что это был демонстрационный образец, а не машина заводского производства, и, возможно, это был один из тех, что были на выставке.
- Производители инструментов Waltham продолжали совершенствовать конструкции Вандера Вурда и продолжали использовать автоматические токарно-винторезные станки как в American Watch Company, так и в других часовых фирмах вплоть до 20-го века.
- Каталожные номера:
- Church, DA The Evolution of Automatic Machinery применительно к производству часов в Waltham, Mass., Chicago: GK Hazlitt, 1896.
- Дэвид, Жак. Rapport A la Société Intercantonale des Industries du Jura Sur La Fabrication de L’ Horlogerie Aux etats-unis, Saint-Imier, Compagnie des Montres Longines Francillon SA, 1992.
- Местоположение
- В настоящее время не отображается
 в Уолтеме, штат Массачусетс, изобрел этот станок в 1871 году. Это был первый токарный автомат для изготовления часовых винтов. Подача стержня оператором станка, станок работал на одном винте за раз, пропуская стержень через последовательность различных режущих инструментов. Самые ранние машины производили крошечные винты для крепления часовых камней, но после усовершенствований 1874 года машины могли производить часовые винты других размеров.
в Уолтеме, штат Массачусетс, изобрел этот станок в 1871 году. Это был первый токарный автомат для изготовления часовых винтов. Подача стержня оператором станка, станок работал на одном винте за раз, пропуская стержень через последовательность различных режущих инструментов. Самые ранние машины производили крошечные винты для крепления часовых камней, но после усовершенствований 1874 года машины могли производить часовые винты других размеров.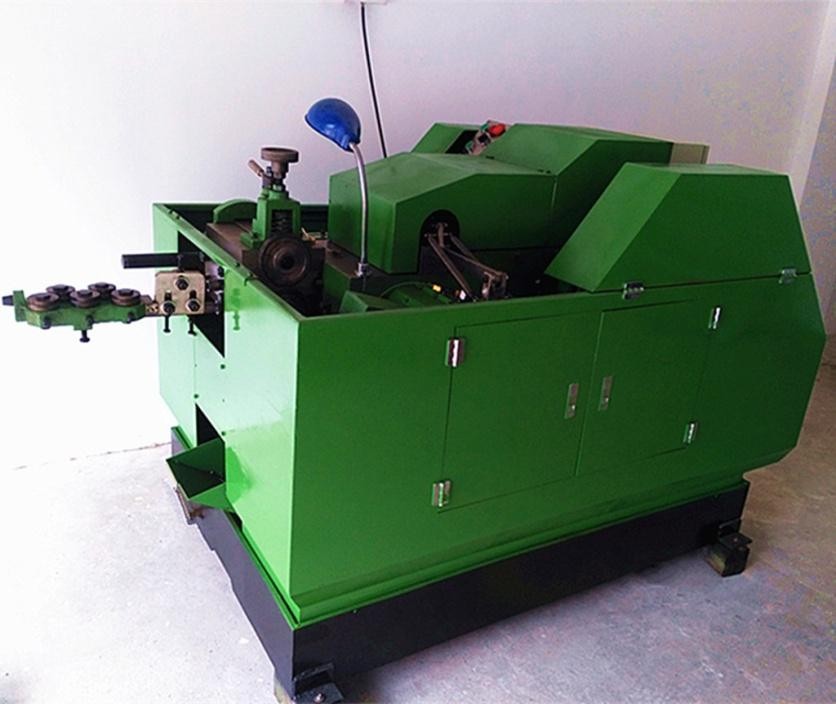

- Имя объекта
- автоматическая винтовая машина
- дата изготовления
- ок 1875
- производитель
- Уолтем Уотч Компани
- конструктор
- Вурд, Вандер
- Физическое описание
- никелированный чугун (общий материал)
- Измерения
- в целом: 10 3/8 дюйма x 20 7/8 дюйма x 20 1/4 дюйма; 26,3525 см x 53,0225 см x 51,435 см
- Идентификационный номер
- МЭ. 316564
- каталожный номер
- 316564
- регистрационный номер
- 225117
 316564
316564- Посмотреть больше товаров в
- Работа и промышленность: механизмы
- Измерение и картирование
- Источник данных
- Национальный музей американской истории
Номинировать этот объект для фотографирования.
Наша база данных коллекций находится в стадии разработки.